
 手机版
手机版







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

钨废料及含钨废合金的回收利用
时间:2015-06-19 12:28:40来源:本站人气:5629
钨的二次资源中,如不计浸出残渣及净化渣中可回收的钨,则直接来自深加工过程的废料大约占1/3,而使用后报废的零部件占2/3。具体而言这些废钨料大致分为如下三类:
(1)钨材加工制造过程产生的废品:丝、线圈、粉末、烧结或预烧结锭。
(2)钨合金或合金产品制造过程的副产物或废品:如成分为Cu-W、Fe-W、Ni-W、Ag-W的粉末、车削、锭及块料。
(3)硬材料及钻探工具制造过程的副产物或废品:如成分为WC-Co、WC-Ta(Nb)、WC-TiC-Co的粉末,大小不等的刀具、钻头、拉丝模、耐磨材料。
如果按照这些废料的外形及沾污程度,则可将它们分为纯的块状料、纯的渣和污染的渣三类。
实际回收工作可根据这三类物料的性质作合理安排。
回收利用这些废料的基本技术路线有两条:
(1)保持金属、合金或碳化钨的组成不变,而直接重新利用的工艺路线。
(2)将钨转变成粗Na2WO4。而生产APT的工艺路线。
围绕这两条技术路线,开发了一系列处理各类废钨材及含钨废合金的方法,重点介绍如下。
1、破碎法
此法适于按第一条技术路线处理回收废硬质合金,但不太适合处理高钴合金,因为这类合金强度高,不易破碎。此法破碎方法简单,不改变硬质合金废料的基本组成,无需进行钨钴分离。根据破碎的方法分为手工破碎法与机械破碎法两类。
A、手工破碎法
国内一些中小硬质合金厂采用此法,对于牌号明确的合金如顶锤,用手工破碎到一定细度后,再进入湿磨机研磨,以获得同成分的混合料,并用它生产合金。但是人工破碎容易引起脏化,在钢制球磨机中研磨容易引起含铁杂质的混入。另外由于不易控制碳平衡,合金结构和性能容易波动。
此法适于按第一条技术路线处理回收废硬质合金,但不太适合处理高钴合金,因为这类合金强度高,不易破碎。此法破碎方法简单,不改变硬质合金废料的基本组成,无需进行钨钴分离。根据破碎的方法分为手工破碎法与机械破碎法两类。
B、机械破碎法
机械破碎法的工艺流程见图11-6,此法既适合于同成分合金的回收,也适合不同成分合金的回收。国外一般不用此法回收的料来配制质量要求高的合金,仅用于生产木工工具类硬质合金。有的还将1.6~5mm的废合金粒和钢水一起浇铸成供建筑行业用的地面磨盘。最近,俄罗斯学者推出了一种利用简单机械破碎法回收硬质合金的工艺(生产流程见图11-7)。这一回收硬质合金的工艺基于利用一种新型的强力破碎机——锥形惯性破碎机。以处理合成人造金刚石报废的YG6硬质合金为例,先将废顶锤在锥形惯性破碎机进行破碎。破碎得到的粗粉在No.016和No.005号筛子上过筛,分离出50~160μm部分,用作生产硬质合金的原料。按化学分析这部分粗粉含铁的平均量为1.8%。粉末粒度愈小,铁含量愈高。回收合金粉的细磨在实验室用的内衬有耐磨橡胶的震动球磨机中进行。使用硬质合金球,湿磨介质用酒精,同时在磨料时加入2%的钴粉。
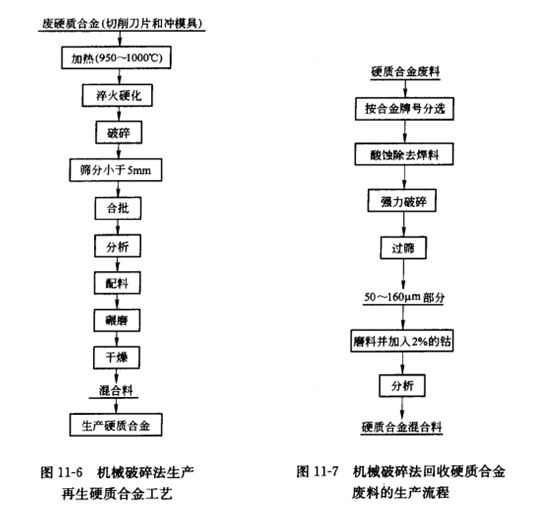
新加入的2%钴粉是为了在液相烧结过程中能顺利完成硬质合金结构的形成和致密化。烧结后最终的硬质合金成分大约相当于YG8合金。硬质合金试样的制备采用传统的生产工艺。烧结在真空电炉中于1400~1460℃下进行。对烧结试样按俄罗斯的国家标准进行了收缩率、密度、抗弯强度和金相结构试验。试验结果表明,将YG6硬质合金废料的破碎粗粉细磨至3~4μm,并在1430℃下进行烧结,是再生YG6硬质合金废料的最佳条件。
实验还表明,在锥形惯性破碎机中破碎时增加的杂质铁含量,对烧结样品的强度性能并没有影响。无论是否用50%的盐酸对破碎筛分得到的粗粉进行处理,产品的强度实际上并无差别。对蚀刻的金相样品的显微镜观察表明,在最佳磨粉条件和烧结条件下得到的硬质合金,具有均匀的细颗粒结构,无聚集现象,黏结相分布均匀,孔隙率低。因而预示用此方法回收的合金应具有相当于标准YG8硬质合金的高机械强度性能。
2、冷流法
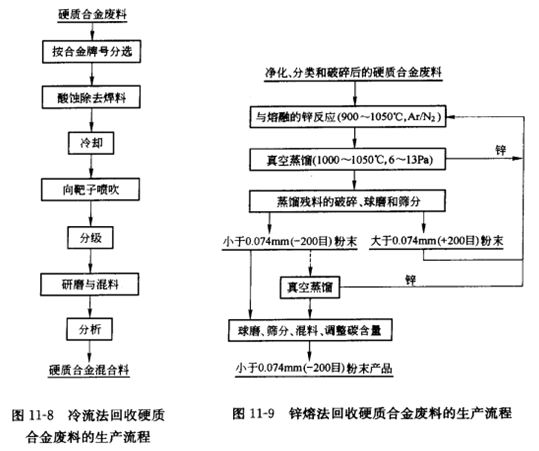
冷流法回收硬质合金废料的生产流程见图11-8。这一方法也是一种机械破碎法。它采用高速的空气气流来加速硬质合金废料颗粒,使之以足够的能量与靶子碰撞而破碎。废料颗粒的速度约为声速的两倍。空气从喷嘴中喷出因膨胀而冷却,从而防止物料氧化。经筛分或空气分级后,粗料返回冷流破碎。
3、锌熔法
锌熔法基于以下原理:在液态锌或锌蒸气的作用下,硬质合金废料黏结相中的钴能与锌形成Zn-Co金属间化合物。这一反应导致黏结相的体积膨胀,使硬质合金废料整体膨胀。在真空蒸馏除去锌之后,被处理料变脆并易于破碎。回收得到的碳化物/金属海绵状物含锌少于50×10-3%。真空蒸馏冷凝的锌可反复使用。
锌熔法回收硬质合金废料的生产流程见图11-9。首先将经净化、分类和破碎后的硬质合金废料在900~1050℃的温度下和Ar/Nz气氛中,与熔融的锌反应数小时,直至全部合金废料小块被浸透为止。然后在6~13Pa的真空中于1000~1050℃的温度下将锌蒸馏除去。蒸锌过程也需要数小时。冷却后的物料经破碎、研磨和筛分。筛上物返回作锌熔处理。得到的回收料,除在破碎和研磨过程中增铁约0.1%和缺碳0.12%~0.15%外,在化学成分上与原始物料几乎相同。
过程的能耗为4kW·h/kg,这与通常生产WC的能耗12kW·h/kg相比,是十分节能的。与非直接回收法相比,锌熔法的成本对WC-Co合金而言要低20%~30%,对WC-TiC-Ta(Nb)C-Co合金而言要低30%~35%。
锌熔法也是一种基于第一种技术路线的回收方法。
也可将锌熔法与冷流法联合使用。合金废料在浸锌后用冷流法破碎,然后再进行蒸锌。
电解法分为酸性电解质电溶法及碱性电解质电溶法两类。
A酸性电解质电溶法
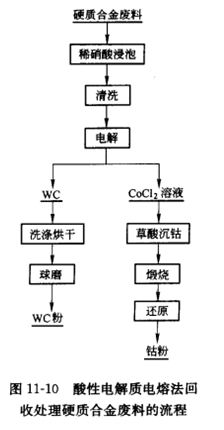
这是一种处理废硬质合金的方法,比较适宜处理含钴8%以上的废合金。它以盐酸为电解质,废合金块料置于钛网阳极框中,通过控制电解液酸度、槽电压、电流密度等工艺参数,选择性地使硬质合金废料中黏结相的钴溶解,而使得骨架相碳化钨松散,解体成粉状,从而达到碳化钨与钴的一步分离。含钻溶液经净化后可进一步加工成钴粉,而碳化钨粉经细磨后可重新返回配制硬质合金混合料。
酸性电解质电溶法回收外理硬质合金废料的流程如图11-10所示。电解质通常采用稀盐酸,HCl的浓度为1.2mol/L,槽电压为2V。在此条件下电流效率最高,比电耗最低。每吨硬质合金废料的处理费用约5000元。工艺的要点是控制溶液的酸度、电流密度和槽电压,使钴在阳极上优先溶解,并使在阳极上不析出氯气和氧气,以保证同时位于阳极上的WC不被氧化。电解时阴极过程为电解液中的氢离子放电,析出氢气。
多数研究者认为选用盐酸电解质较好,但也有人推荐硫酸电解质,认为采用盐酸电解质在阳极易发生析氯反应,导致WC的氧化使阳极钝化。
电解法回收处理硬质合金废料得到的WC,氧含量较传统方法高。前者一般为0.2%~0.5%,后者仅为0.05%~0.15%。有时因为阳极温度过高,回收的WC氧含量更高,影响合金的碳平衡。为了制取稳定结构的硬质合金,不得不采取还原的方法降低其氧含量。此外,当硬质合金中含有Ni、Fe和Cr成分时,含钴溶液的净化要采用萃取法,造成工艺复杂,设备和回收成本增加。
回收的WC也可进一步高温氧化后用NaOH浸出使钨转变成Na。W04用以制取APT。
B碱性电解质电溶法
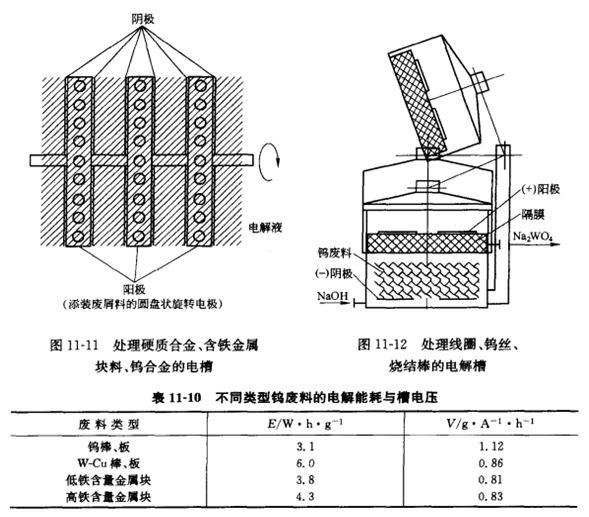
这是基于第二条技术路线提出的处理方法,可以处理各种含钨废料。该法采用Na0H为电解质。关键是必须采用具有旋转阳极的电解槽。在电极旋转时,阳极框内的金属块不断翻动,从而使在电解时形成的阳极泥及氧化皮从金属块表面剥落,工作阳极的表面处于一个不断更新的状态。因此最高电流密度与能耗取决于阳极旋转速度及废料类型。
图11-11及图11-12分别为处理不同含钨物料的两种电槽的简单构造图。而表11-10为应用图11-12所示形式电槽处理某些钨废料的电解能耗与槽电压数据。
5、氧化法
这类方法均是基于第二条技术路线,即将废料中的钨转变为氧化钨或钨酸钠的方法。
A.空气氧化法
实质是在箱式电炉或反射炉内于550~600℃下通氧气强化废料的氧化过程,氧化料先后用NaOH及HCl处理,分别得到NazW04溶液及CoCl2溶液,各自进入湿冶系统处理。
B.芒硝熔合法
在1000℃以上高温下用Na2SO4,与含钨废料进行熔炼,钨氧化转变成Na2W04,水浸后进入湿冶系统,反应产生的SO2与Ca、Ni、Fe等形成硫化物,浸出渣用盐酸处理可得到CoCl2溶液,但实际上由于生成难溶于酸的硫化物,熔合产物尚需进一步氧化焙烧。此法能处理不同成分的废合金及废钨制品,但S02气体的排放对环境会造成污染。
C.改进的硝石熔合法
用NaN03在反射炉内与废料熔炼,熔合产物水浸,钨以Na2W04形式进人湿冶过程,浸出渣再用HCl浸出得CoCl2溶液,进入Co湿冶系统,此法适应性强,金属回收率高,但产生污染环境的N02气体,且反应过于激烈、危险。
为了克服这两个缺点,Sandvik Asia Ltd.的Poona通过数年的实验室研究及扩大试验,成功地开发出改进的硝石熔合法,其基本原理是用氢氧化钠与硝石混合熔合废硬质合金,此时发生下列反应:WC+2NaN03+2NaOH==Na2W04+Na2C03+N2+H20
最佳反应温度为450~500℃,在此范围内,反应十分安全平稳,如果废料平均粒度为0.6mm,硝石与氢氧化钠、废料的比例为25%:25%:50%,反应可在60~70min之内结束,钨的收率达98%~99%,半工业规模试验处理了50t废料,排出气体中之N0X含量小于200×10-4%。
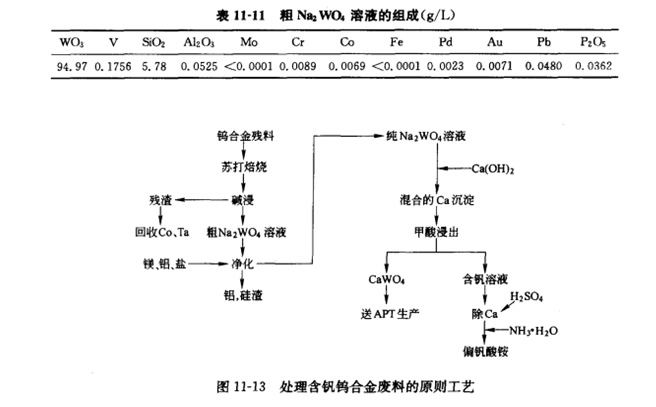
D.苏打焙烧一碱浸法
罗琳在日本研究了从含钒的钨合金废料中用此法回收钨与钒的工艺,其原则流程如图11-13所示。
对于原始合金的成分及由这种合金制取粗Na2W04溶液的详细过程并未披露,粗钨酸钠溶液的成分列入表11-11,显然硅与铝是主要应除去之杂质。从这种溶液中回收钨、钒的过程分为三阶段。
第一阶段:用盐酸调整溶液pH至11,加热至80℃,按lkg W03添加0.1kg A12(S04)3·18/H20和0.05kg MgS04·7H20,用Na2C03控制pH为9.0~9.5搅拌0.5~1h。
由于硅很高,需要两次沉硅。硅大概以Na20·AL203·2Si02及MgO·Na20·SiQ2沉淀形式除去。同时有部分磷、砷以MgHP04及MgHAsO4,形式除去,尽管铵镁盐除磷、砷效果更好,但会造成80%的钒损失。之后用Ca(OH)。沉钨,而V、si、A1、P、Co、Mo、Pb与W同时沉淀,仅有6%的Cr沉淀,因而可除去钠及大部分铬。
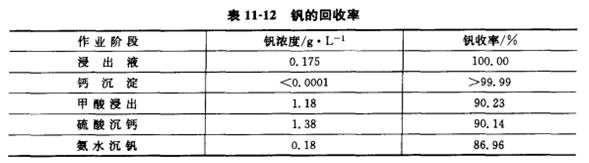
第二阶段—回收钒:基于CaO·nV205及Cr的钙盐能溶于饱和了CO2的碳酸溶液或甲酸溶液中,研究者详细研究了甲酸选择浸钒的条件,结果表明,最佳条件为控制甲酸加入量使溶液pH约为6,温度25℃,液固比为3,反应时间为0.5h,提高温度、降低pH、增加液固比、延长反应时间均可提高钒的回收率,但同时也增大钨损。浸出液用HzS04酸化至pH2.0~2.5以沉淀CaSOt,过滤之后,添加NH4OH回调pH至6~8,蒸发使溶液体积减小1/3,在空气中只有五价钒稳定,故偏钒酸铵沉淀析出。沉淀母液补加甲酸用于下一个作业周期,钒的最终回收率为86.96%,详见表11-12。
E.氧化一直接还原法
用粉末冶金法生产的重合金主要是坯料,在生产零部件时尚有30%~50%的加工余量,因此有大量重合金切屑应加以回收。
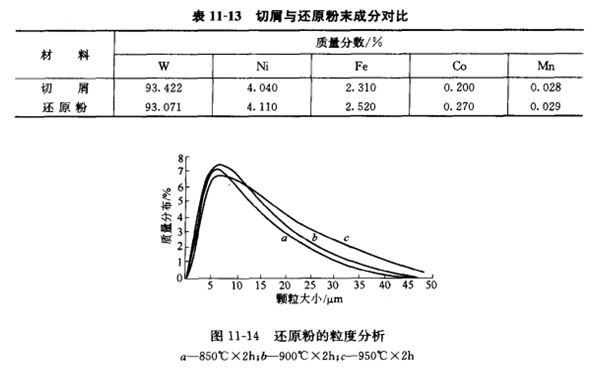
陈立宝、贺跃辉等研究了W-Ni-Fe系重合金机加工切屑的回收。用5%的酸与碱分别洗涤除去切屑表面的机油与杂质后,用清水漂洗、干燥,然后将粉末混合均匀,在井式炉内氧化2h,氧化料用滚筒球磨机磨碎至小于75mm,再用氢气还原2h。结果表明,切屑氧化后其物相组成为WO3和(Ni,Fe)W04,铁和钨不会形成难还原的氧化物;还原粉末的物相组成为W、Ni、Fe,且铁和镍形成固溶体,均匀分布于钨晶间;在800℃时还原能得到高质量的再生重合金粉末,粒度约为1μm,粉末形状规则。温度高于900℃后,还原料中的含氧量可降至0.25%以下,符合国家标准要求,但还原粉末长大,表面变为不规则,重合金切屑和还原粉末的化学成分对比见表11-13,粉末粒度分析结果见图11-14。
6、小结
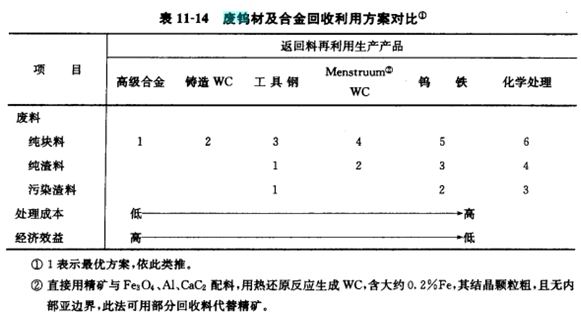
废粉材和含钨废合金是主要的二次钨资源,因此回收这些资源的方法很多,生产上应根据废料的外形、质量及返回用于生产的产品的性能要求确定利用废钨料的路线,一般而言,处理工序越多,则处理成本越高,经济效益越低,而用化学法处理成—6岍再回用是经济效益最低的方案。表11-14为这种废料的利用方案。
- 上一篇:怎样从低品位含钨废渣中进行钨的回收?
- 下一篇:钨的二次金属回收简介

