
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀具的几何结构
时间:2015-07-09 18:16:04来源:本站人气:2587
切削刀具的几何特征是指刀具表面经加工或磨削的各个角度。有关单刃切削刀具的术语和定义变化很大,美国机械工程学会采用的目前普遍使用的术语和定义,如图8.45所示。
1.切削刀具术语
1)背后角
背后角使切削刀具切入工件。该后角大小应该正好防止刀具摩擦。太大的背后角会减小切削点的强度并导致刀具快速失效。
2)侧后角
侧后角(图8.45),允许刀具的侧面优先进入切削。过小的侧后角会阻止刀具切削,而且摩擦会产生过多的热量。太大的侧后角会减弱切削刃并使其损坏。
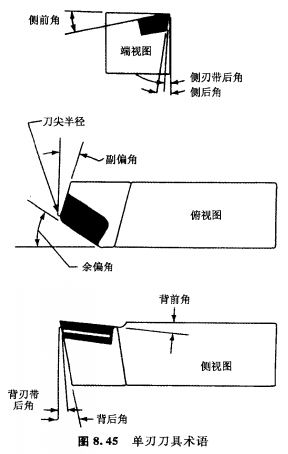 3)余偏角
3)余偏角
同工件接触的余偏角可能是正值或负值。负余偏角,如图8.45所示,通常优先选用,因为它在开始和结束切削时都能保护刀尖。这尤其对加工有硬的摩擦硬皮的工件有用。
4)刀尖半径
刀尖半径加强切削点强度并改善表面粗糙度。大多数切削刀具的刀尖半径大约是每转进给量的两倍。过大的刀尖半径可能产生振动;过小的刀尖半径可能导致切削刀具切削点削弱。
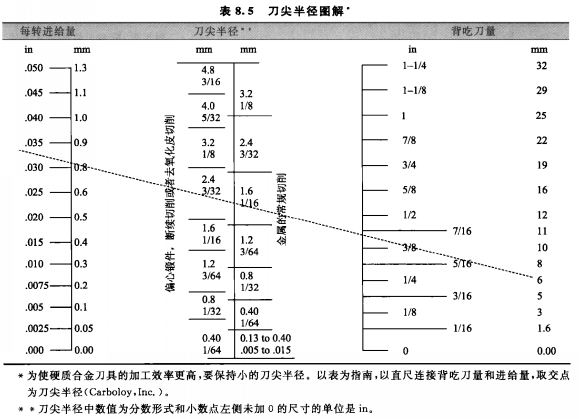
为了获得硬质合金刀具最大的效率,保持刀尖半径尽可能的小。用表8.5选取与背吃刀量和进给量相适应的刀尖半径。
 5)侧前角
5)侧前角
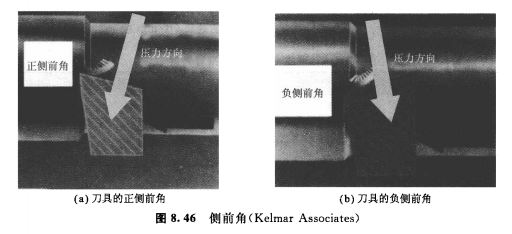
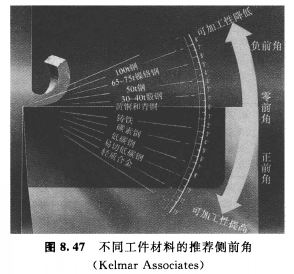
在不减小切削刃强度的前提下侧前角要尽可能的大,使切屑能够容易地被排除(图8.46(a))。侧前角的大小由切削刀具的类型、等级、被切削材料的类型和每转的进给量决定。由侧前角和侧后角组成的夹角叫做刀尖角。这个角取决于被切削材料的变化。对于难以切削的材料,推荐用较小的侧前角或者负侧前角(图8.46(b))。图8.47给出了根据不同材料推荐的侧前角。
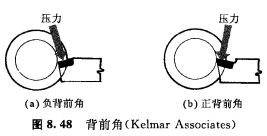
6)背前角
背前角由刀具的前刀面和刀柄的上面组成。它可能正、负或者零。当一把刀是负的背前角,刀具的前刀面从刀尖开始是上升的(图8.48(a))。在切削坚硬材料时,负背前角能保护刀尖减少切削压力和磨损。当一把刀有一个正的背前角时(图8.48(b)),刀具的上表面从刀尖开始是下降的。这使得切屑很容易从切削刃排出。
 注:由于可更换刀片一般比较平,加工所要求的侧前角和背前角由生产者制作到刀夹上。
注:由于可更换刀片一般比较平,加工所要求的侧前角和背前角由生产者制作到刀夹上。
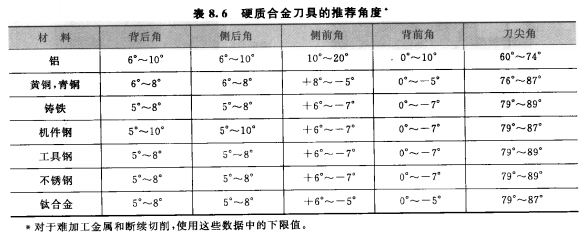
2.硬质合金切削刀具的角度
硬质合金刀具的角度变化较大并且取决于以下三点:
①切削刀具的硬度。
②工件的材料。
③切削选择的类型。
表8.6列出了对于多种材料的切削刀具推荐的角度,可以适合各种切削条件下的不同情况。
1.切削刀具术语
1)背后角
背后角使切削刀具切入工件。该后角大小应该正好防止刀具摩擦。太大的背后角会减小切削点的强度并导致刀具快速失效。
2)侧后角
侧后角(图8.45),允许刀具的侧面优先进入切削。过小的侧后角会阻止刀具切削,而且摩擦会产生过多的热量。太大的侧后角会减弱切削刃并使其损坏。
同工件接触的余偏角可能是正值或负值。负余偏角,如图8.45所示,通常优先选用,因为它在开始和结束切削时都能保护刀尖。这尤其对加工有硬的摩擦硬皮的工件有用。
4)刀尖半径
刀尖半径加强切削点强度并改善表面粗糙度。大多数切削刀具的刀尖半径大约是每转进给量的两倍。过大的刀尖半径可能产生振动;过小的刀尖半径可能导致切削刀具切削点削弱。
为了获得硬质合金刀具最大的效率,保持刀尖半径尽可能的小。用表8.5选取与背吃刀量和进给量相适应的刀尖半径。
在不减小切削刃强度的前提下侧前角要尽可能的大,使切屑能够容易地被排除(图8.46(a))。侧前角的大小由切削刀具的类型、等级、被切削材料的类型和每转的进给量决定。由侧前角和侧后角组成的夹角叫做刀尖角。这个角取决于被切削材料的变化。对于难以切削的材料,推荐用较小的侧前角或者负侧前角(图8.46(b))。图8.47给出了根据不同材料推荐的侧前角。
背前角由刀具的前刀面和刀柄的上面组成。它可能正、负或者零。当一把刀是负的背前角,刀具的前刀面从刀尖开始是上升的(图8.48(a))。在切削坚硬材料时,负背前角能保护刀尖减少切削压力和磨损。当一把刀有一个正的背前角时(图8.48(b)),刀具的上表面从刀尖开始是下降的。这使得切屑很容易从切削刃排出。
2.硬质合金切削刀具的角度
硬质合金刀具的角度变化较大并且取决于以下三点:
①切削刀具的硬度。
②工件的材料。
③切削选择的类型。
表8.6列出了对于多种材料的切削刀具推荐的角度,可以适合各种切削条件下的不同情况。
- 上一篇:硬质合金刀具切削速度和进给量
- 下一篇:硬质合金的类别

