
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金钻头的加工
时间:2015-08-02 17:34:20来源:本站人气:2563
除针状合金钻头外,一般硬质合金钻头加工时,应注意以下各项。
(一)切斟角与刃尖角
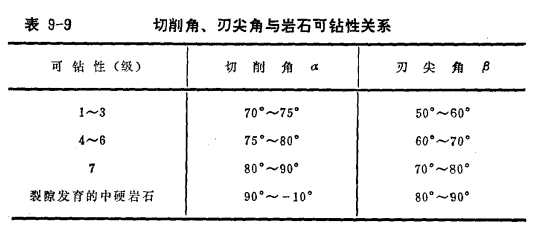
切削角与刃尖角,如图9-18所示。切削角即合金的装镶角度。切削角度小,克取岩石时所产生的岩粉容易滑出,离开刃口。因此,切削角度小的,钻进效率高。直镶的合金,克取岩石时受到的摩擦阻力大,刃日极易磨平,磨平后就不起切削作用,故效率很低。这就象用小刀削木头一样,削就容易削去一块,但是用刀刮木头,不仅刮不下一块,反而会将刀刃损坏。同时应注意合金的切削角度太小了也不好,因为太小了在钻头承压以后,刃尖角容易折断,从而失去作用。
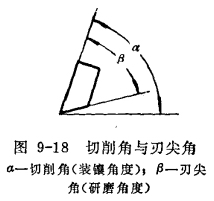 刃尖角即研磨角度,就是在钻头镶焊完毕后,用砂轮在合金的后面打磨成的角度。此角度愈小,在旋转加压时愈容易切入岩石。但太小了也不行,因强度不够会崩刃。
刃尖角即研磨角度,就是在钻头镶焊完毕后,用砂轮在合金的后面打磨成的角度。此角度愈小,在旋转加压时愈容易切入岩石。但太小了也不行,因强度不够会崩刃。
切削角和刃尖角之大小,均应根据所钻岩性而定,一般可参考表9-9所列数据。
 (二)合金的数量
(二)合金的数量
钻头是依靠合金在孔底的切削作用,才能钻进。由于种种原因,在钻进时不能无限制地加压,如合金数过多,平均吃在每粒合金上的压力就小了,切入岩石不多,进度不快;反之,合金过少,钻头在孔底放不平亦不稳,并且吃力太大容易崩刃,也不好钻进。因此,1个钻头需要装多少合金是个很重要的问题,应加以研究确定。
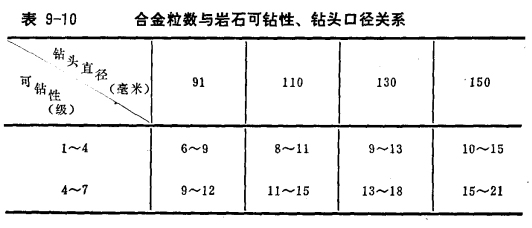
通常决定合金粒数的有两个因素:一个是钻头口径,口径大的,所镶合金需相应地增多,另一个是岩性,在比较硬或研磨性比较大的岩层,粒数要多些,以延长钻头在孔底的工作时间,否则,少数的合金刀刃会很快地磨钝,下钻不久就要起钻,辅助时间太多,效率不高。
镶在钻头上的合金粒数与岩石可钻性、钻头口径的关系,见表9-10列。
 (三)合金的出刃
(三)合金的出刃
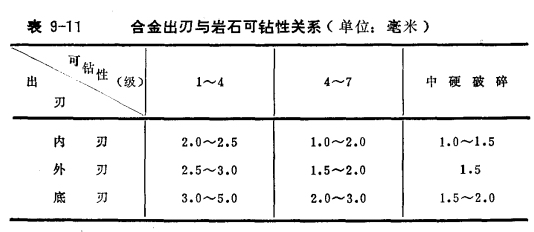
合金内外出刃的作用是:使岩心。孔壁与钻头之间有一定的间隙,为冲洗液开辟通道,并使岩心能顺利地进入岩心管内,不致发生堵塞。
合金底出刃的作用是:用以加压切入岩石,经旋转后,削去岩石而取得进度。底出刃大、刃尖角小,钻进时切入深,进度快。但底出刃愈大、刃尖角愈小,合金刃的强度愈低,容易折断或破碎。
合金的出刃是否适当,对钻进的安全、质量和效率有密切的关系,应结合岩性加以考虑。一般在软岩层里要大些,以保证冲洗液的畅通;在遇水膨胀的松软岩层里,孔径收缩得很厉害,为避免发生糊钻事故,出刃要求就更大些,有的甚至要使用肋骨钻头,在硬岩层及裂隙岩层中,出刃都要小些,大了容易崩刃。
目前所使用的合金,在各种岩石中,常用的出刃量,见表9-11所列。
 (四)水口与水槽
(四)水口与水槽
合金钻头的水口与水槽,是用以排除孔底岩粉,对提高钻进效率保证安全关系很大。一般的水口成斜的三角形或矩形,也有弧形和斜弧形的。水口大冲洗能力强。合金前后,要留有一定的支撑体,以保持钻进时合金不易脱落,钻齿不会变形。水口的高度,一般约为10~15毫米,宽度不小于12~15毫米。如水口太高,水在上面就跑了,对合金刃部的冲洗无力。太宽,则影响钻头唇部的强度,故大小亦应适当。水口的数目,根据合金之排列而定,镶装合金时应留出适当的位置。水口的形状以斜三角形的比较好,其大口靠近在合金的前部,能保证把合金刃口部分冲洗干净,使有利地继续切入岩石。在合金焊好以后,再开水口,以避免在烧焊时钻齿变形。每水口上方开有水槽,水槽一般宽5毫米、深2毫米。
一个钻头上的水口与水槽,要开得整齐均匀一致。因此,开口前应先用样板划线。开好后,应将毛刺打光,并将三角口磨成弧形。
(五)钻头加工要求
合金钻头的镶焊质量与岩心的采取、钻进的安全和效率有密切关系,在勘探队里应由专门人员统一加工供应。
合金钻头的加工质量要求,有以下几点:
(1)镶正根据所钻地层的特性,在确定了钻头型式之后,每颗合金都要按照规定的角度及出刃镶紧,不得有偏斜及高低不平等不规则的现象。必须经量具检查后,再进行烧焊。
(2)焊牢一般都使用氧炔吹管铜焊,焊的时候不要将合金吹歪,钻头与合金的缝隙要吃透铜水。出刃大的,在吃力方向的合金背面,应以钢焊补强。焊时不要将合金周围的铁烧溶,因温度过高,铜水滴上起泡,影响焊接质量。亦不能用铁焊条或者电焊条焊接合金,因铁水吃不透缝隙焊不牢固。钻头焊好后,勿使骤然冷却,以免合金发生裂纹。
(3)打磨镶焊好的钻头,要用砂轮将铜疤清除,并磨出刃尖角。
加工成的钻头,应用量具及平板检查,不合格的不能使用。
(一)切斟角与刃尖角
切削角与刃尖角,如图9-18所示。切削角即合金的装镶角度。切削角度小,克取岩石时所产生的岩粉容易滑出,离开刃口。因此,切削角度小的,钻进效率高。直镶的合金,克取岩石时受到的摩擦阻力大,刃日极易磨平,磨平后就不起切削作用,故效率很低。这就象用小刀削木头一样,削就容易削去一块,但是用刀刮木头,不仅刮不下一块,反而会将刀刃损坏。同时应注意合金的切削角度太小了也不好,因为太小了在钻头承压以后,刃尖角容易折断,从而失去作用。
切削角和刃尖角之大小,均应根据所钻岩性而定,一般可参考表9-9所列数据。
钻头是依靠合金在孔底的切削作用,才能钻进。由于种种原因,在钻进时不能无限制地加压,如合金数过多,平均吃在每粒合金上的压力就小了,切入岩石不多,进度不快;反之,合金过少,钻头在孔底放不平亦不稳,并且吃力太大容易崩刃,也不好钻进。因此,1个钻头需要装多少合金是个很重要的问题,应加以研究确定。
通常决定合金粒数的有两个因素:一个是钻头口径,口径大的,所镶合金需相应地增多,另一个是岩性,在比较硬或研磨性比较大的岩层,粒数要多些,以延长钻头在孔底的工作时间,否则,少数的合金刀刃会很快地磨钝,下钻不久就要起钻,辅助时间太多,效率不高。
镶在钻头上的合金粒数与岩石可钻性、钻头口径的关系,见表9-10列。
合金内外出刃的作用是:使岩心。孔壁与钻头之间有一定的间隙,为冲洗液开辟通道,并使岩心能顺利地进入岩心管内,不致发生堵塞。
合金底出刃的作用是:用以加压切入岩石,经旋转后,削去岩石而取得进度。底出刃大、刃尖角小,钻进时切入深,进度快。但底出刃愈大、刃尖角愈小,合金刃的强度愈低,容易折断或破碎。
合金的出刃是否适当,对钻进的安全、质量和效率有密切的关系,应结合岩性加以考虑。一般在软岩层里要大些,以保证冲洗液的畅通;在遇水膨胀的松软岩层里,孔径收缩得很厉害,为避免发生糊钻事故,出刃要求就更大些,有的甚至要使用肋骨钻头,在硬岩层及裂隙岩层中,出刃都要小些,大了容易崩刃。
目前所使用的合金,在各种岩石中,常用的出刃量,见表9-11所列。
合金钻头的水口与水槽,是用以排除孔底岩粉,对提高钻进效率保证安全关系很大。一般的水口成斜的三角形或矩形,也有弧形和斜弧形的。水口大冲洗能力强。合金前后,要留有一定的支撑体,以保持钻进时合金不易脱落,钻齿不会变形。水口的高度,一般约为10~15毫米,宽度不小于12~15毫米。如水口太高,水在上面就跑了,对合金刃部的冲洗无力。太宽,则影响钻头唇部的强度,故大小亦应适当。水口的数目,根据合金之排列而定,镶装合金时应留出适当的位置。水口的形状以斜三角形的比较好,其大口靠近在合金的前部,能保证把合金刃口部分冲洗干净,使有利地继续切入岩石。在合金焊好以后,再开水口,以避免在烧焊时钻齿变形。每水口上方开有水槽,水槽一般宽5毫米、深2毫米。
一个钻头上的水口与水槽,要开得整齐均匀一致。因此,开口前应先用样板划线。开好后,应将毛刺打光,并将三角口磨成弧形。
(五)钻头加工要求
合金钻头的镶焊质量与岩心的采取、钻进的安全和效率有密切关系,在勘探队里应由专门人员统一加工供应。
合金钻头的加工质量要求,有以下几点:
(1)镶正根据所钻地层的特性,在确定了钻头型式之后,每颗合金都要按照规定的角度及出刃镶紧,不得有偏斜及高低不平等不规则的现象。必须经量具检查后,再进行烧焊。
(2)焊牢一般都使用氧炔吹管铜焊,焊的时候不要将合金吹歪,钻头与合金的缝隙要吃透铜水。出刃大的,在吃力方向的合金背面,应以钢焊补强。焊时不要将合金周围的铁烧溶,因温度过高,铜水滴上起泡,影响焊接质量。亦不能用铁焊条或者电焊条焊接合金,因铁水吃不透缝隙焊不牢固。钻头焊好后,勿使骤然冷却,以免合金发生裂纹。
(3)打磨镶焊好的钻头,要用砂轮将铜疤清除,并磨出刃尖角。
加工成的钻头,应用量具及平板检查,不合格的不能使用。
- 上一篇:硬质合金钻头镶片式结构
- 下一篇:常用硬质合金钻头的类型

