
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

直柄硬质合金麻花钻
时间:2015-08-10 16:40:05来源:本站人气:2608
小尺寸硬质合金麻花钻一般用于电子工业加工印刷屯路板上的插件焊前孔,或仪表工业及精密机械上用的小孔。
φ1mm~6mm可以做成直柄型式,但全长及沟长一般要短于普通高速钢直柄钻头,以节约材料。
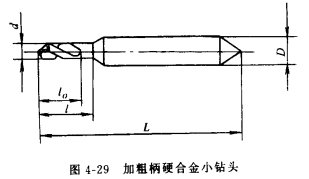
对φ3mm以下的钻头,为了装夹方便和增加其强度都做成加粗柄的,见图4-29。常用的粗柄尺寸为φ1mm,φ3mm或φ3.175ram(1/8”)。可以用整体硬质合金棒料磨出刃沟,也可以对刃、柄直径差较大的微型钻头采用镶制法制造,即把硬质合金棒料用焊接法,胶接法或冷压法嵌入经过热处理后的不锈钢或其它合金钢制造的柄部孔中,之后再加工成成品钻头。
 对于φ3mm以下的硬质合金钻头其刃部必须用超细微粒硬质合金粉制造,其粒度不得大于(0.5~1.0)μm,而对于φ0.1mm~0.35mm的微型钻头不得大于0.4μm。
对于φ3mm以下的硬质合金钻头其刃部必须用超细微粒硬质合金粉制造,其粒度不得大于(0.5~1.0)μm,而对于φ0.1mm~0.35mm的微型钻头不得大于0.4μm。
在用量小而又急需的情况下,如果无合适的硬质合金棒材供应,也可以在硬质合金刀片或其它硬质合金制品上用线切割的办法截取。
对于φ3mm以下的硬质合金钻头,考虑到其本身强度,螺旋角和后角要比钻同类材料的高速钢钻头稍小些为宜,心厚可适当选大些。
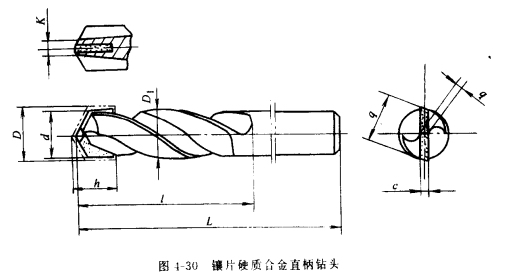
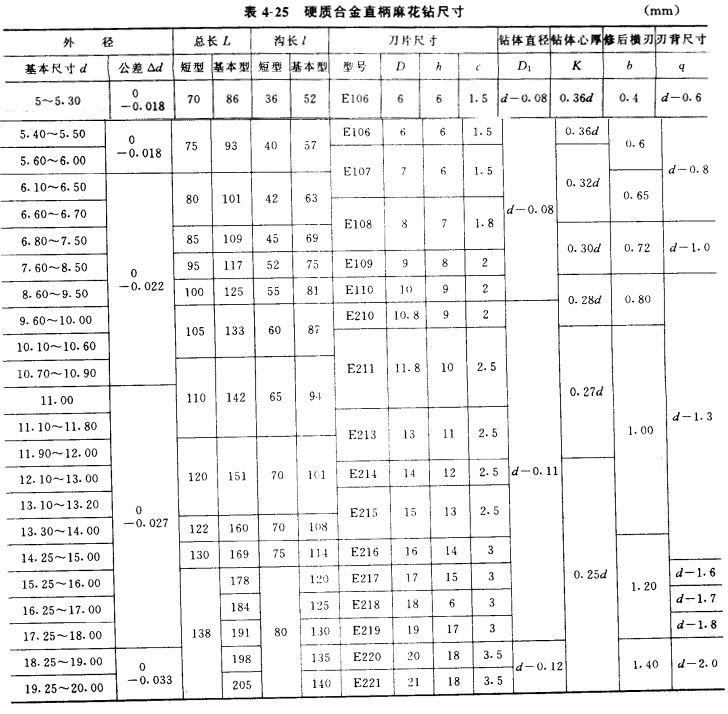
对于φ5mm~20mm的硬质合金钻头,常做成镶片式结构(见图4-30),硬质合金刀片焊在钢制的主体上。φ5mm~14mm每隔0.1mm,>φ14mm~20mm每隔0.25mm一个规格,长度分为基本型及短型(见表4-25)
φ1mm~6mm可以做成直柄型式,但全长及沟长一般要短于普通高速钢直柄钻头,以节约材料。
对φ3mm以下的钻头,为了装夹方便和增加其强度都做成加粗柄的,见图4-29。常用的粗柄尺寸为φ1mm,φ3mm或φ3.175ram(1/8”)。可以用整体硬质合金棒料磨出刃沟,也可以对刃、柄直径差较大的微型钻头采用镶制法制造,即把硬质合金棒料用焊接法,胶接法或冷压法嵌入经过热处理后的不锈钢或其它合金钢制造的柄部孔中,之后再加工成成品钻头。
在用量小而又急需的情况下,如果无合适的硬质合金棒材供应,也可以在硬质合金刀片或其它硬质合金制品上用线切割的办法截取。
对于φ3mm以下的硬质合金钻头,考虑到其本身强度,螺旋角和后角要比钻同类材料的高速钢钻头稍小些为宜,心厚可适当选大些。
对于φ5mm~20mm的硬质合金钻头,常做成镶片式结构(见图4-30),硬质合金刀片焊在钢制的主体上。φ5mm~14mm每隔0.1mm,>φ14mm~20mm每隔0.25mm一个规格,长度分为基本型及短型(见表4-25)

