
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

麻花钻材质的改进
时间:2015-08-10 18:25:05来源:本站人气:2768
一、采用高性能高速钢
为了提高高速钢钻头的耐热性和耐磨性,以便加工不锈钢、耐热钢、高温合金、超高强度钢等难加工材料,提高高速钢麻花钻的生产效率和耐用度,可采用W7Mo4V2Co5、W2Mo9Cr4VCo8和W6Mo5Cr4V2等新材料制造麻花钻,特别是用我国独创的含铝无钻超硬高速钢W6Mo5Cr4V2AL(501)制造麻花钻,其切削性能可以与美国王牌高速钢M42和瑞典的王牌高速钢HSP-15比美。
501钢的硬度为HRC67~69,比W18Cr4V高2~4度,在500℃的高温硬度为HRC62;在600℃时仍保持HRC54~55。501高速钢成分简单,可加工性好,比重轻,价格与W18Cr4V,高速钢相当,比钴高速钢要低得多。耐用度比W18Cr4V高速钢高1~6倍。经过-80℃冷处理的501钢钻头,其耐磨性甚至超过HSP-15及M42。
用W6Mo5Cr4V5SiN6AL(B201)的钼系高速钢制造的麻花钻,硬度为HRC66~68,钻头强度及韧性较高,钻削GH135高温合金时,B201钻头的生产效率比W18Cr4V钢钻头高几十倍。
二、采用整体硬质合金钻头
由于整体硬质合金钻头的成本随钻头商径加大而急剧增加,因而只适用于小直径钻头。整体硬质合金钻头分为:
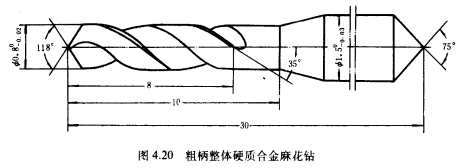
1.粗柄整体硬质合金(图4.20)
该钻头容屑空间大,约占横截面积的65%,螺旋角较大(β=35°),钻头尺寸范围为:do=0.2~1.0mm;总长L=30~65mm。
 2.无柄硬质合金整体钻头
2.无柄硬质合金整体钻头
采用专用卡头夹持钻头,可根据加工需要按最短长度夹持钻头。
3.小直径整体硬质合金直柄麻花钻
do<2mm的整体硬质合金麻花钻,主要用于电子工业的非金属材料钻孔;do=2~10mm的整体硬质合金麻花钻,主要用于淬硬件的钻孔。
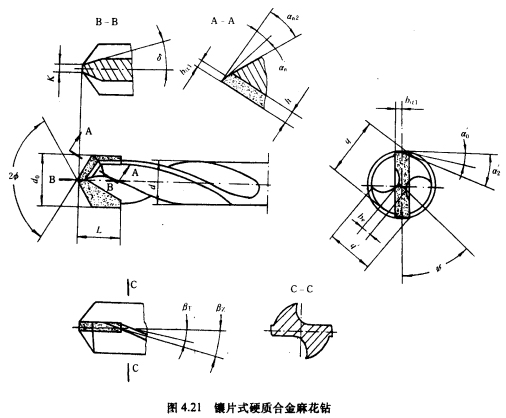
三、采用镶焊硬质合金刀片的钻头(图4.21)
该钻头分为:镶片式直槽硬质合金浅孔钻、镶片式斜槽硬质合金浅孔钻及镶片式硬质合金麻花钻三种。
 前两种只适宜加工浅孔,具有刚性好、成本低、结构简单、制造方便、高效耐用等优点。
前两种只适宜加工浅孔,具有刚性好、成本低、结构简单、制造方便、高效耐用等优点。
镶片式硬质合金麻花钻与普通麻花钻相比,刀片全长的倒锥较大,一般为锥柄;总长较短;钻心较厚,一般钻心厚度K=刀片厚度,使用时必须修窄横刃;容屑槽空问比普通麻花钻略大;刃瓣厚度B=0.64do,结构见图4.21。
四、采用硬质合金可转位钻头
选用凸三角形、三边形、六边形、圆形、四边形及菱形硬质合金刀片,用螺钉将硬质合金刀片,紧固在钻头刀体的刀槽内。刀体上铣有两条直槽或两条螺旋槽的容屑槽。这种钻头的切削速度要比高速钢钻头高3~10倍,即v=150~300m/min。钻头磨损后不需要刃磨钻头,只需转动刀片一个方位即可,装卸刀片十分方便。切削液可赢接进入切削刃根部,有助于冷却、润滑及切屑的顺利排出。钻头无横刃,钻削轻快省力,适用于钻头直径范围为do=16~60mm,钻孔深度一般为(2~2.5)do,有时可达(3.5~4)do。
有关硬质合金可转位钻头,将在本篇第八章里详细介绍。
上述硬质合金钻头的材质,可采用601厂的YGl0H、YTM30和YTS25及四川自贡硬质合金厂的YT798等新型硬质合金材料来制造。硬质合金可转位刀片,还可采用TiC、TiN、TiC—TiN、AL203、AL203-TiC等涂层刀片,进一步提高硬质合金钻头的切削性能。
为了提高高速钢钻头的耐热性和耐磨性,以便加工不锈钢、耐热钢、高温合金、超高强度钢等难加工材料,提高高速钢麻花钻的生产效率和耐用度,可采用W7Mo4V2Co5、W2Mo9Cr4VCo8和W6Mo5Cr4V2等新材料制造麻花钻,特别是用我国独创的含铝无钻超硬高速钢W6Mo5Cr4V2AL(501)制造麻花钻,其切削性能可以与美国王牌高速钢M42和瑞典的王牌高速钢HSP-15比美。
501钢的硬度为HRC67~69,比W18Cr4V高2~4度,在500℃的高温硬度为HRC62;在600℃时仍保持HRC54~55。501高速钢成分简单,可加工性好,比重轻,价格与W18Cr4V,高速钢相当,比钴高速钢要低得多。耐用度比W18Cr4V高速钢高1~6倍。经过-80℃冷处理的501钢钻头,其耐磨性甚至超过HSP-15及M42。
用W6Mo5Cr4V5SiN6AL(B201)的钼系高速钢制造的麻花钻,硬度为HRC66~68,钻头强度及韧性较高,钻削GH135高温合金时,B201钻头的生产效率比W18Cr4V钢钻头高几十倍。
二、采用整体硬质合金钻头
由于整体硬质合金钻头的成本随钻头商径加大而急剧增加,因而只适用于小直径钻头。整体硬质合金钻头分为:
1.粗柄整体硬质合金(图4.20)
该钻头容屑空间大,约占横截面积的65%,螺旋角较大(β=35°),钻头尺寸范围为:do=0.2~1.0mm;总长L=30~65mm。
采用专用卡头夹持钻头,可根据加工需要按最短长度夹持钻头。
3.小直径整体硬质合金直柄麻花钻
do<2mm的整体硬质合金麻花钻,主要用于电子工业的非金属材料钻孔;do=2~10mm的整体硬质合金麻花钻,主要用于淬硬件的钻孔。
三、采用镶焊硬质合金刀片的钻头(图4.21)
该钻头分为:镶片式直槽硬质合金浅孔钻、镶片式斜槽硬质合金浅孔钻及镶片式硬质合金麻花钻三种。
镶片式硬质合金麻花钻与普通麻花钻相比,刀片全长的倒锥较大,一般为锥柄;总长较短;钻心较厚,一般钻心厚度K=刀片厚度,使用时必须修窄横刃;容屑槽空问比普通麻花钻略大;刃瓣厚度B=0.64do,结构见图4.21。
四、采用硬质合金可转位钻头
选用凸三角形、三边形、六边形、圆形、四边形及菱形硬质合金刀片,用螺钉将硬质合金刀片,紧固在钻头刀体的刀槽内。刀体上铣有两条直槽或两条螺旋槽的容屑槽。这种钻头的切削速度要比高速钢钻头高3~10倍,即v=150~300m/min。钻头磨损后不需要刃磨钻头,只需转动刀片一个方位即可,装卸刀片十分方便。切削液可赢接进入切削刃根部,有助于冷却、润滑及切屑的顺利排出。钻头无横刃,钻削轻快省力,适用于钻头直径范围为do=16~60mm,钻孔深度一般为(2~2.5)do,有时可达(3.5~4)do。
有关硬质合金可转位钻头,将在本篇第八章里详细介绍。
上述硬质合金钻头的材质,可采用601厂的YGl0H、YTM30和YTS25及四川自贡硬质合金厂的YT798等新型硬质合金材料来制造。硬质合金可转位刀片,还可采用TiC、TiN、TiC—TiN、AL203、AL203-TiC等涂层刀片,进一步提高硬质合金钻头的切削性能。

