
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

切削钛合金时刀具材料的选择
时间:2015-08-23 15:06:09来源:本站人气:2517
切削加工钛合金常用刀具材料,以高速钢和硬质合金为主,高速钢宜选用含钴、铝、钒的高速钢;硬质合金应选用钨钴类(或含有少量其他碳化物)硬质合金。涂层刀片和钨钛钴类硬质合金不宜使用。
切削加工钛合金应从降低切削温度和减少黏结两方面出发,选用红硬性好、抗弯强度高、导热性能好、与钛合金亲和性差的刀具材料,YG类硬质合金比较合适。由于高速钢的耐热性差,因此应尽量采用硬质合金制作的刀具。常用的硬质合金刀具材料有YG8、YG3、YG6X、YG6A、813、643、YS2T和YD15等。
涂层刀片和YT类硬质合金会与钛合金产生剧烈的亲和作用,加剧刀具的黏结磨损,不宜用来切削钛合金;对于复杂、多刃刀具,可选用高钒高速钢(如W12Cr4V4Mo)、高钴高速钢(如W2M09Cr4VC08)或铝高速钢(如W6M05Cr4V2A1、W10M04Cr4V3A1)等刀具材料,适于制作切削钛合金的钻头、铰刀、立铣刀、拉刀、丝锥等刀具。
采用金刚石和立方氮化硼作刀具切削钛合金,可取得显著效果。如用天然金刚石刀具在乳化液冷却的条件下,切削速度可达200m/min;若不用切削液,在同等磨损量时,允许的切削速度仅为100m/min。
切削钛合金时刀具材料的选择见表2-4。
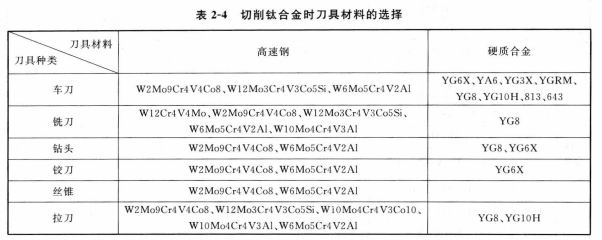
切削加工钛合金应从降低切削温度和减少黏结两方面出发,选用红硬性好、抗弯强度高、导热性能好、与钛合金亲和性差的刀具材料,YG类硬质合金比较合适。由于高速钢的耐热性差,因此应尽量采用硬质合金制作的刀具。常用的硬质合金刀具材料有YG8、YG3、YG6X、YG6A、813、643、YS2T和YD15等。
涂层刀片和YT类硬质合金会与钛合金产生剧烈的亲和作用,加剧刀具的黏结磨损,不宜用来切削钛合金;对于复杂、多刃刀具,可选用高钒高速钢(如W12Cr4V4Mo)、高钴高速钢(如W2M09Cr4VC08)或铝高速钢(如W6M05Cr4V2A1、W10M04Cr4V3A1)等刀具材料,适于制作切削钛合金的钻头、铰刀、立铣刀、拉刀、丝锥等刀具。
采用金刚石和立方氮化硼作刀具切削钛合金,可取得显著效果。如用天然金刚石刀具在乳化液冷却的条件下,切削速度可达200m/min;若不用切削液,在同等磨损量时,允许的切削速度仅为100m/min。
切削钛合金时刀具材料的选择见表2-4。
- 上一篇:切削高温合金时刀具材料的选择
- 下一篇:硬质合金全面钻头

