
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

整体硬质合金丝锥的设计
时间:2015-09-04 21:15:25来源:本站人气:2616
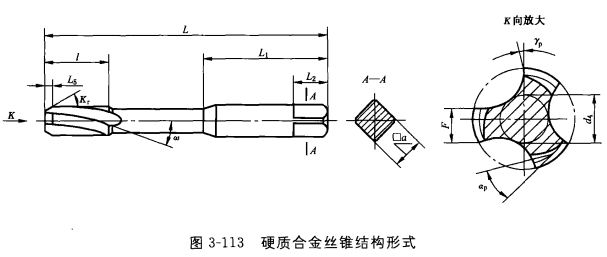
硬质合金丝锥结构形式如图3-113所示。
1.切削部分
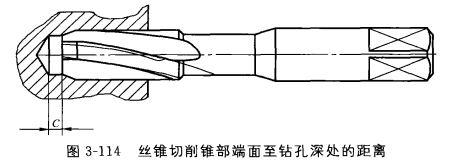
切削部分担负着形成螺纹的切削工作,外形呈圆锥形,螺纹廓形不完整,是丝锥的最基本部分。在设计丝锥时,决定切削锥部的长度,一般要考虑下面的因素:(1)当加工不通孔的螺孔时,丝锥切削锥部端面至钻孔深处的距离C,至少不小于二倍螺距,如图3-114所示。
切削部分长度和锥角直接影响切削工作,丝锥的切削部分设计辅助用图见图3-115。
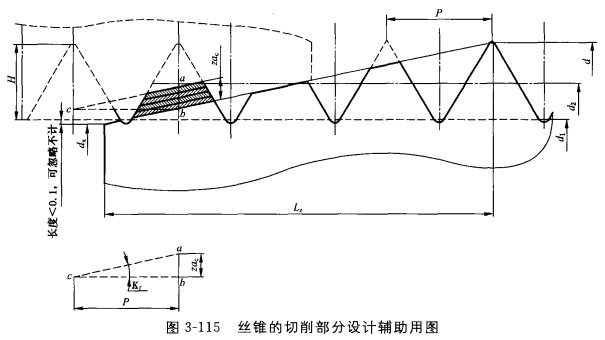
由图中的△abc得到,tanK1=ab/bc=Z·ac/P
式中,ac—丝锥每齿的切削厚度,当Kr很小时,可看作垂直于丝锥的轴线测量;
P—螺纹的螺距;
Z—丝锥的槽数。
由公式可以看出,当齿高H、槽数Z、螺距P不变时,Kr角愈小,L2愈长,则每齿的切削厚度愈小,切屑的平均变形增大,使单位的切削力增加,扭矩增大,且加工时间变长,生产效率低。因此,一般希望K,取大些,以减小L2,提高生产效率。但K。角过大,每齿的切削厚度增大,刀齿的负荷增加,加工表面的粗糙度值变大,且导向性差。故加工精度和表面粗糙度要求高时,艮角应取得小一些。在加工不通孔的螺纹时,为了获得较长的螺纹有效长度,K,应取得大些。
在硬质合金丝锥的按订单生产模式的设计中,最先考虑的设计参数并不是主偏角Kr,而是主切削刃的长度L2。对通孔的攻丝,一般地,L2=3P,切削锥小端直径dx=d1-(0.05~0.25),括号中的参数对于小直径的丝锥,取小值,对于大直径的丝锥,取大值。
由图3-115,可以算出K2=(d-dx)/(2.Lz)=[d-d1+(0.05~0.20)]/6P
2.前角的设计
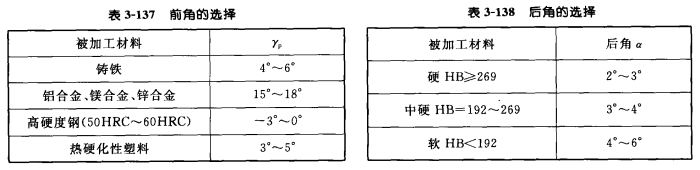
前角yp一般按制件的材料性质选取,见表3-137。
(1)切削锥部(即主切削刃所在的部位)大径的后刀面的设计,切削锥部大径的后刀面的后角主要根据被加工材料的性质而定,见表3-138。
此后角都是铲磨得到的,切削锥部的铲磨量K(在刃瓣末端测量)计算见下列公式,铲磨量示意图,见图3-116。
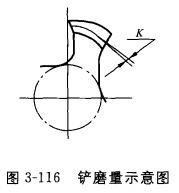
式中:r为刃瓣宽度与容屑槽宽度之比,与丝锥的槽形参数有关。实际上,为了使切人平稳,减少丝锥反转退回时,残留切屑从后刀面将齿尖挤崩的现象,再考虑到被加工的材料都是短切屑,切削锥部大径的后刀面的后角一般取2.5°~3°。
(2)切削锥部及校准部分的牙型的后刀面的设计
切削锥部及校准部分的牙型的后刀面,主要是为了减少与孔壁的摩擦,
切削锥部及校准部分的牙型的后刀面,主要是为了减少与孔壁的摩擦,减少丝锥的磨损,提高寿命。铲磨范围有两种:整个刃瓣铲磨,这适用于被加工材料的收缩量较大的情况;在刃瓣的2/3宽度上铲磨,从前刀面算起的1/3宽度上不铲磨,这适用于被加工材料的收缩量较小的情况。刃瓣宽度上的铲磨后角为1°30′~2°30′。
(3)校准部分大径上的后刀面的设计
校准部分大径上的后刀面的后角由两个方向构成。
a)轴向后角
轴向后角亦即倒锥,倒锥度(倒锥的大小)应根据被加工材料的收缩力来选择,收缩量大时,倒锥度取(0.25~0.35)/100mm;收缩力小时,倒锥度取(0.15~0.25)/100mm。
b)径向后角
0.4≤螺距P<2的丝锥,可不磨径向后角;对于螺距P大于2的丝锥,径向铲磨后角,铲磨后角等于牙型铲磨后角1°30′~2°30’,为了防止后刀面磨损过快,要留0.2mm~0.5mm的圆柱刃带,小直径的丝锥取小值,大直径的丝锥取大值。
4.槽数和槽形的设计
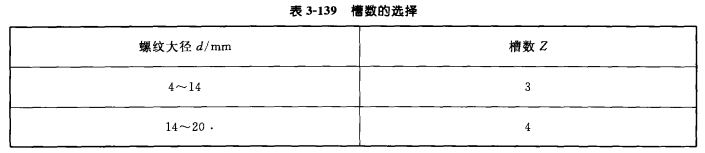
(1)槽数的设计按表3-139。如果被加工工件上有槽、缺口,则槽数不应为槽数或缺口数的整数倍。
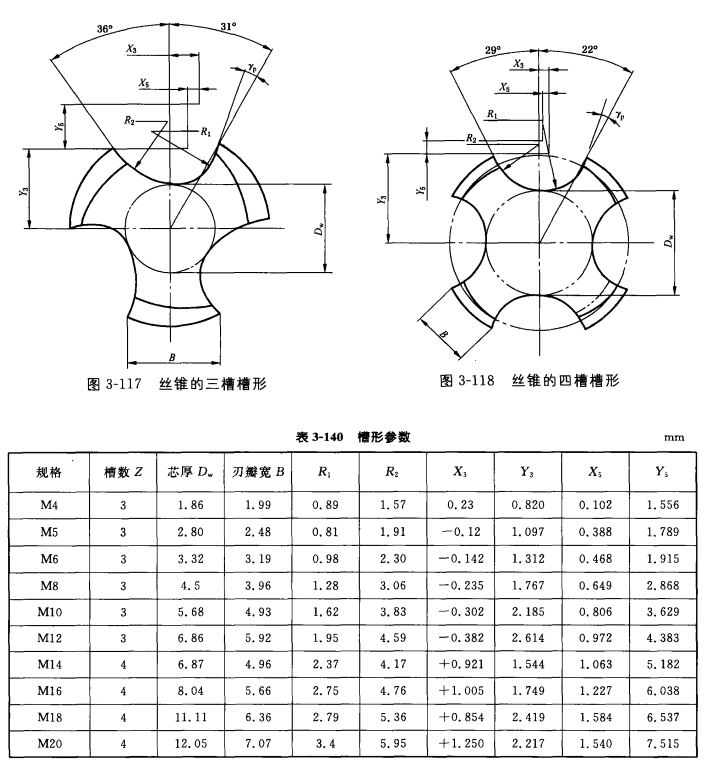
槽形的设计应保证有丝锥足够的容屑空间,排屑顺畅;有足够的强度,不易折断,且不易发生弹性变形;在丝锥切削完毕反转退出时,刃背不至发生刮削作用,损伤已切出的螺纹。
丝锥的槽形参数按图3-117、图3-118,表3-140。
可参考高速钢丝锥有关标准。
- 上一篇:整体硬质合金丝锥的制造工艺
- 下一篇:整体硬质合金丝锥的特点

