手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

碳化钨硬合金钎头的修理
时间:2015-10-21 15:28:06来源:本站人气:2621
钎头的状况对钻进速度和凿岩机的性能影响很大。由于硬合金钎头的形状很多,现行的修理设备也有许多种,所以很难对修理工作提供一些具体的说明。虽然如此,下列简略的注意事项,对于直接维护硬合金钎头的有关人员来说,肯定还是会有帮助的。
钎头修磨步骤
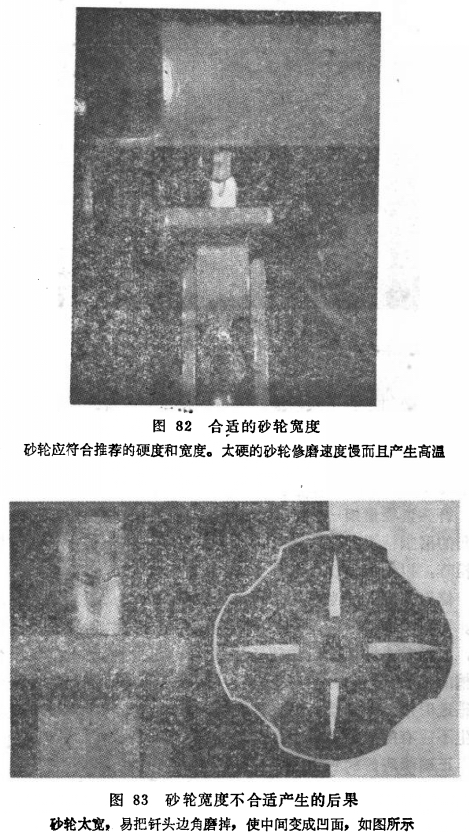
修磨碳化钨硬合金钎头最简单有效的设备是每分钟约转3000转的台式磨床,带动一耷6~8英寸的破-羚。另外还有许多特制磨床,专供修磨各种类型岩石活钎头砂轮磨料一般为碳化硅,粒度号数为60或80号,建议使用J级硬度研磨钎头的翻槽,用再硬一级的修磨钎头体的直祗采用由50份水配1份油混合制成的油乳液作为冷却剂。
砂轮应经常修整——每隔一定时问,必须将砂轮整修一次,使它保持合适的夹角。砂轮角度必须与钎头刃角相适应,根据钻进的岩石种类可以变化在90°到120°之间。
使用水冲——修磨时,必须不断用水l:冷却剂)+冲洗砂轮和钎头。这样可以避免过热、防止硬合金片破裂并可提高修磨效率。如果必须进行干式修磨,要特别慎重防止烧毁。合金片上的烧毁斑点会产生微细裂纹,这些微细裂纹随后会发展为较大的裂纹,最后使合金片损坏。不要把钎头放在水中淬火,应让它在空气中冷却。
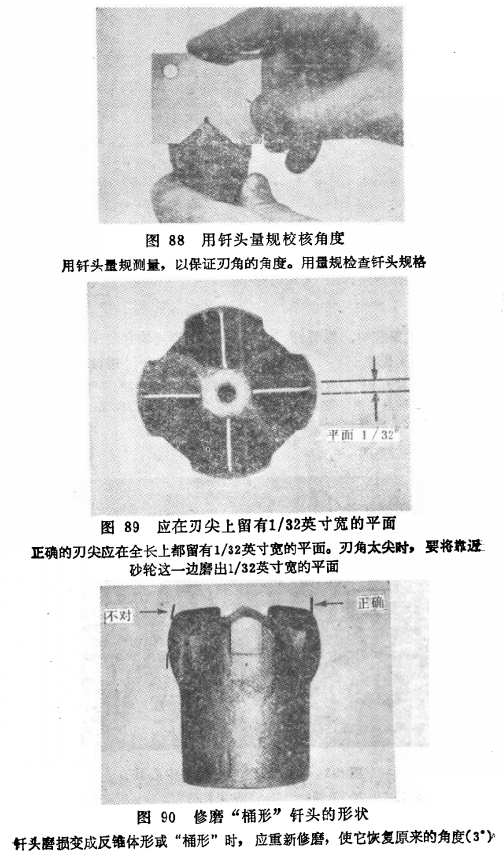
钎头直径量规一要使用制造厂商提供的钎头量规来检查刃角的磨损情况和钎头是否符合规格。在修磨过程中要经常用量规检查,以保证角度正确。
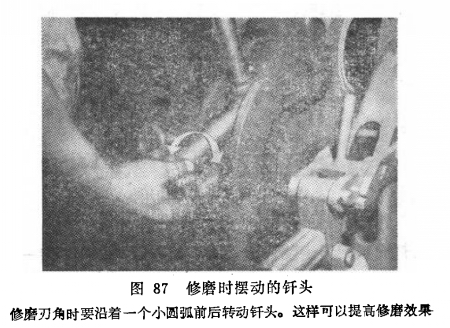
修磨技术——当修磨是用手施加压力时,应该轻轻地间歇加压。重压会浪费砂轮、烧毁硬合金片并使钢材退火。修磨钎刃时,要沿着小圆弧前后转动钎头,这样可以提高修磨效果。各个凹槽的修磨要均匀,使四个合金片的高度相等。高出的硬合金片在钻进时使钎头震动,并在硬合金片上、钎头体上和钎杆螺纹上产生不应有的应力。
 正确修磨好的钎刃的规格——修磨好的钎刃,在每块硬合金片上要有1/32英寸宽的平坦面。不可使钎刃像刀刃一样,这样就会在第一次冲击时被打坏。钎刃必须对称,以便磨损均匀,并防止将钻孔打成螺旋形。硬合金片的端部必须微有倒棱——约为1/32英寸——以防此处碎裂和掉角。重修的钎头顶部凸起高度,一不得超过1/16英寸(由边缘量起1/16英寸)。
正确修磨好的钎刃的规格——修磨好的钎刃,在每块硬合金片上要有1/32英寸宽的平坦面。不可使钎刃像刀刃一样,这样就会在第一次冲击时被打坏。钎刃必须对称,以便磨损均匀,并防止将钻孔打成螺旋形。硬合金片的端部必须微有倒棱——约为1/32英寸——以防此处碎裂和掉角。重修的钎头顶部凸起高度,一不得超过1/16英寸(由边缘量起1/16英寸)。
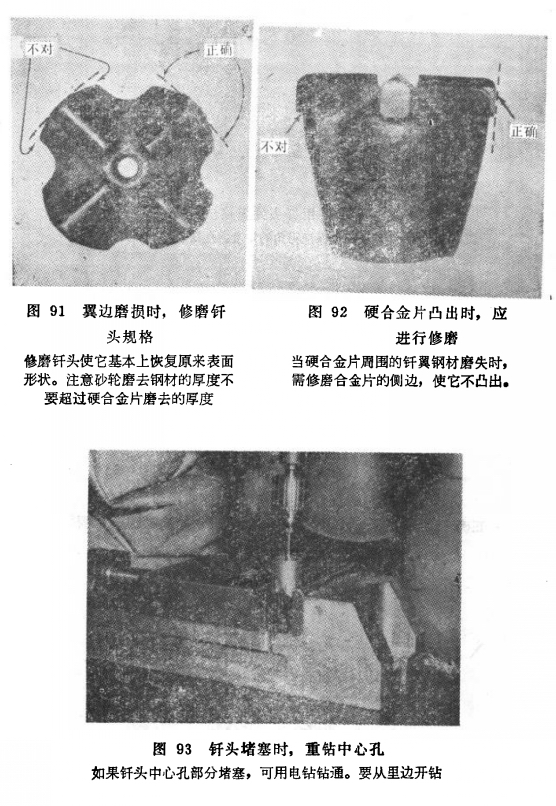
钎头规格的修磨——要防止钎头成为“桶形”而被楔挤在钻孔内。要将钎头修磨成精确的圆锥体形。钎头边侧的锥度根据钎头型式可磨成1~3°。当钎头的翼边磨损时,要修磨使它基本上恢复原来形状。必须注意保证砂轮修磨钎头时,磨掉的钢材厚度不要多于磨掉的硬合金片的厚度。当钎头刃翼的钢材被磨失超过硬合金片时,应修磨钎头侧面,使合金片不再凸出。
钎头重新投入使用之前,要检查水孔是否畅通,必要时应打钻钻通之。
在肩部传力的钎头上,要检查钎头的螺纹。若在螺纹孔的底部有一个亮环,这表示钎杆已经与钎头的底面相接触,这是由于钎杆的螺纹太长所造成。必须把这种情况通知凿岩工,将有这种缺陷的钎杆挑出去。
最后,用钎头直径量规测量钎头,按大小分类,置于工具架上,工具架的数量决定于凿岩工需要更换的钎杆数。钎头分类安放时,大号钎头架上的各个钎头都应大于小一号钎头架上的钎头。这样排放可减少卡钎并能避免因钎头直径过大而毁坏钎头以危险。
钎头修磨步骤
修磨碳化钨硬合金钎头最简单有效的设备是每分钟约转3000转的台式磨床,带动一耷6~8英寸的破-羚。另外还有许多特制磨床,专供修磨各种类型岩石活钎头砂轮磨料一般为碳化硅,粒度号数为60或80号,建议使用J级硬度研磨钎头的翻槽,用再硬一级的修磨钎头体的直祗采用由50份水配1份油混合制成的油乳液作为冷却剂。
砂轮应经常修整——每隔一定时问,必须将砂轮整修一次,使它保持合适的夹角。砂轮角度必须与钎头刃角相适应,根据钻进的岩石种类可以变化在90°到120°之间。
使用水冲——修磨时,必须不断用水l:冷却剂)+冲洗砂轮和钎头。这样可以避免过热、防止硬合金片破裂并可提高修磨效率。如果必须进行干式修磨,要特别慎重防止烧毁。合金片上的烧毁斑点会产生微细裂纹,这些微细裂纹随后会发展为较大的裂纹,最后使合金片损坏。不要把钎头放在水中淬火,应让它在空气中冷却。
修磨技术——当修磨是用手施加压力时,应该轻轻地间歇加压。重压会浪费砂轮、烧毁硬合金片并使钢材退火。修磨钎刃时,要沿着小圆弧前后转动钎头,这样可以提高修磨效果。各个凹槽的修磨要均匀,使四个合金片的高度相等。高出的硬合金片在钻进时使钎头震动,并在硬合金片上、钎头体上和钎杆螺纹上产生不应有的应力。
钎头规格的修磨——要防止钎头成为“桶形”而被楔挤在钻孔内。要将钎头修磨成精确的圆锥体形。钎头边侧的锥度根据钎头型式可磨成1~3°。当钎头的翼边磨损时,要修磨使它基本上恢复原来形状。必须注意保证砂轮修磨钎头时,磨掉的钢材厚度不要多于磨掉的硬合金片的厚度。当钎头刃翼的钢材被磨失超过硬合金片时,应修磨钎头侧面,使合金片不再凸出。
钎头重新投入使用之前,要检查水孔是否畅通,必要时应打钻钻通之。
在肩部传力的钎头上,要检查钎头的螺纹。若在螺纹孔的底部有一个亮环,这表示钎杆已经与钎头的底面相接触,这是由于钎杆的螺纹太长所造成。必须把这种情况通知凿岩工,将有这种缺陷的钎杆挑出去。
最后,用钎头直径量规测量钎头,按大小分类,置于工具架上,工具架的数量决定于凿岩工需要更换的钎杆数。钎头分类安放时,大号钎头架上的各个钎头都应大于小一号钎头架上的钎头。这样排放可减少卡钎并能避免因钎头直径过大而毁坏钎头以危险。