
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

镍基碳化钨粉末
时间:2015-10-22 21:34:13来源:本站人气:2539
碳化钨由于熔点高、硬度高(2400HV)一般很难将其熔化而与其它金属材料结合。目前工业上使用的碳化钨,一般是用碳化钨粉与钻粉等粘结荆机械混合加工而成。其中包覆型粉末钴包碳化钨是较理想的材料。
粘结剂钴可以保护核心碳化钨,保持高硬度,也使基体与碳化钨有较高的结合强度。
碳化钨系自熔性合金粉末,是在自熔性合金粉末中加入20%~80%(wt)左右的碳化钨粉末。随着在自熔性合金粉末中加入碳化钨量的不同,钴的含量也有所不同。国外自熔性合金粉末中碳化钨加入量与钴含量的关系如表5-61,我国生产的碳化钨粉基本上相似。
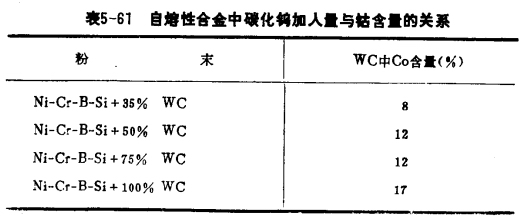 根据需要碳化钨粉末可以按不同比例加入镍铬硼硅合金粉末中,一般是加入硬度较高的粉末中,由于镍铬硼硅合金粉末熔化时与基体呈冶金结合,所以碳化钨粉末以硬质相分布干焊层组织中。研究表明,镍铬固溶体中有铬的硼化物(CrB)、镍的硼化物(Ni2B9Ni3B)和铬的碳化物(Cr23C6)析出,使基体粉末合金有较高的硬度和抗磨性。对低应力金属间磨损,碳化钨加入量以少为宜,对受冲击高应力磨粒磨损加入量以多为宜。其成分见表5-61。
根据需要碳化钨粉末可以按不同比例加入镍铬硼硅合金粉末中,一般是加入硬度较高的粉末中,由于镍铬硼硅合金粉末熔化时与基体呈冶金结合,所以碳化钨粉末以硬质相分布干焊层组织中。研究表明,镍铬固溶体中有铬的硼化物(CrB)、镍的硼化物(Ni2B9Ni3B)和铬的碳化物(Cr23C6)析出,使基体粉末合金有较高的硬度和抗磨性。对低应力金属间磨损,碳化钨加入量以少为宜,对受冲击高应力磨粒磨损加入量以多为宜。其成分见表5-61。
典型的NiWC35合金性能如下:
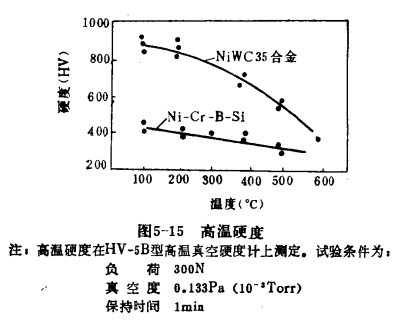
1.硬度
硬度试样是在45钢上用氧乙炔或等离子弧堆焊一层厚度大于2ram的焊层,测定硬度如图5-15,该材料可使用于700℃。
 2.抗蚀性
2.抗蚀性
将试验材料在三种介质、沸腾温度下作24h腐蚀试验,如表5-62所示。
 3.抗磨性
3.抗磨性
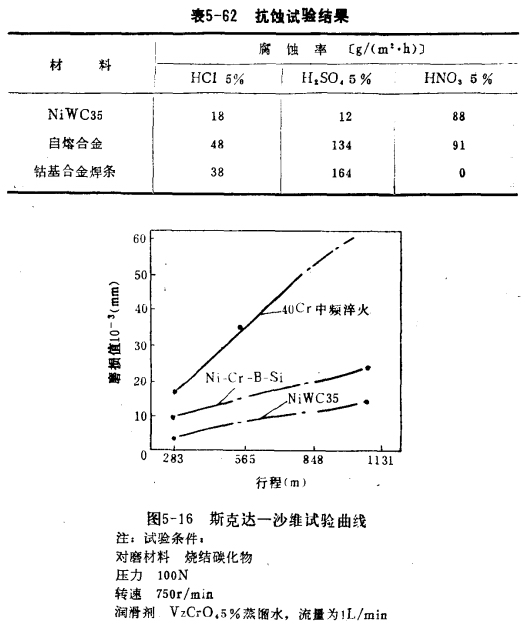
用斯克达一沙维(SKODA--SAVIN)磨损试验机所作的磨损试验结果如图5-16所示。
试验结果表明,自熔性合金中加入碳化钨颗粒能有效地提高其抗磨损性,而且随加入量的变化而呈线性关系变化。
4.寿命试验
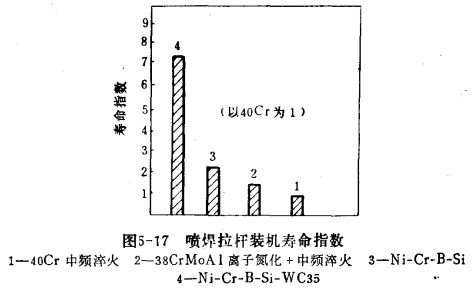
目前还没有搜集到在阀门方面使用的定量的数据,但下列实例仍有足够的参考价值。
将NiWC35喷焊在NB8-600型泥浆泵拉杆(材质为40Cr)上,泥浆泵压力为13.0~15.0MPa,泥砂含量≤0.5%,试验结果见图5-17。
 5.物理性能
5.物理性能
熔点,1050℃;密度,9.8/cm³;热膨胀系数,10.6×粒子冲刷条件下,满足使用条件。
6.应用实例
采用氧乙炔二步法喷焊,用于5万t/a级同轴催化裂化塞阀装置,使用于650℃条件下,在高速催化粒子冲刷条件下,满足使用要求。
粘结剂钴可以保护核心碳化钨,保持高硬度,也使基体与碳化钨有较高的结合强度。
碳化钨系自熔性合金粉末,是在自熔性合金粉末中加入20%~80%(wt)左右的碳化钨粉末。随着在自熔性合金粉末中加入碳化钨量的不同,钴的含量也有所不同。国外自熔性合金粉末中碳化钨加入量与钴含量的关系如表5-61,我国生产的碳化钨粉基本上相似。
典型的NiWC35合金性能如下:
1.硬度
硬度试样是在45钢上用氧乙炔或等离子弧堆焊一层厚度大于2ram的焊层,测定硬度如图5-15,该材料可使用于700℃。
将试验材料在三种介质、沸腾温度下作24h腐蚀试验,如表5-62所示。
用斯克达一沙维(SKODA--SAVIN)磨损试验机所作的磨损试验结果如图5-16所示。
试验结果表明,自熔性合金中加入碳化钨颗粒能有效地提高其抗磨损性,而且随加入量的变化而呈线性关系变化。
4.寿命试验
目前还没有搜集到在阀门方面使用的定量的数据,但下列实例仍有足够的参考价值。
将NiWC35喷焊在NB8-600型泥浆泵拉杆(材质为40Cr)上,泥浆泵压力为13.0~15.0MPa,泥砂含量≤0.5%,试验结果见图5-17。
熔点,1050℃;密度,9.8/cm³;热膨胀系数,10.6×粒子冲刷条件下,满足使用条件。
6.应用实例
采用氧乙炔二步法喷焊,用于5万t/a级同轴催化裂化塞阀装置,使用于650℃条件下,在高速催化粒子冲刷条件下,满足使用要求。
- 上一篇:碳化钨堆焊材料有何特点
- 下一篇:碳化钨硬质合金的制造

