
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

废硬质合金铰刀改微调铰刀
时间:2015-06-17 20:57:28来源:本站人气:2045
在生产中常用硬质合金机用铰刀铰孔,当铰刀直径磨损以后,磨损了的铰刀铰出的孔,就达不到图纸规定的要求,使铰刀报废。为了使废铰刀不废,就采用了加装涨芯的装置,如图1-14所示,把铰刀改制成可微调直径的铰刀,延长了使用寿命,节约了工具费用。
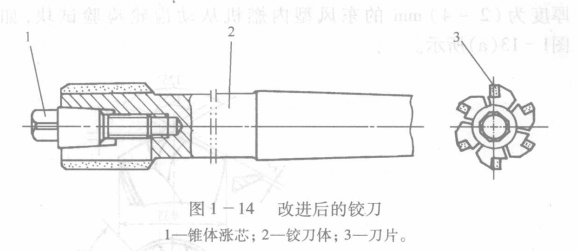
加工方法:将直径用小了的铰刀头部,车出锥孔,深度为铰刀刃长的1/2左右,锥度为1:4~1:6为宜,表面粗糙度为Ra3.21μm,再往深车出螺孔,然后按图示的位置,用手锯在刀体每个刃问锯出开口,去除毛刺,配上锥体涨芯,适当拧紧后,将铰刀直径调整或鐾磨成所需要的尺寸,就可重新使用了。
改制后的铰刀,当直径磨损后,可以多次微调。因此,一把直径用小了的铰刀,改制以后,又可代替四、五把新铰刀使用,大大延长了铰刀的寿命。
加工方法:将直径用小了的铰刀头部,车出锥孔,深度为铰刀刃长的1/2左右,锥度为1:4~1:6为宜,表面粗糙度为Ra3.21μm,再往深车出螺孔,然后按图示的位置,用手锯在刀体每个刃问锯出开口,去除毛刺,配上锥体涨芯,适当拧紧后,将铰刀直径调整或鐾磨成所需要的尺寸,就可重新使用了。
改制后的铰刀,当直径磨损后,可以多次微调。因此,一把直径用小了的铰刀,改制以后,又可代替四、五把新铰刀使用,大大延长了铰刀的寿命。

