
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

涂层硬质合金的刀具切削性能
时间:2015-07-03 11:53:29来源:本站人气:1965
涂层分为单涂层、双涂层、三涂层及多涂层。
1.单涂层硬质合金刀具切削性能
(1)TiC涂层刀具TiC涂层刀具有较低的摩擦系数和摩擦力,较小的切削力和较低的切削温度,刀具磨损降低,耐用度增加。
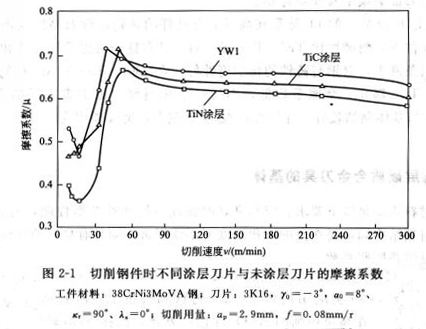
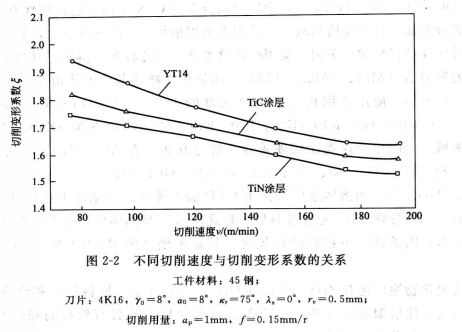
用TiC涂层刀具加工38CrNi3MoVA高强度钢,切削用量为:ap=2.0mm,ƒ=0.08mm/r。刀片几何参数为:γ=-3º,ao=8º,kr=90º,λ8º=0º,在不同切削速度下,摩擦系数(μ)如图2-1所示。不同切削速度与切削变形系数的关系如图2-2所示。
TiC涂层刀具具有较高的刀具耐用度,与未涂层刀具相比,耐用度平均可提高1~3倍,高的可达5~10倍。TiC涂层刀具不适合在低速下使用,在uc<70m/min条件下,其耐用度很低,切削黏结刀具刀片表层脆性较大,抗拉强度低,而且常存在残余拉应力。TiC适宜于中速及高速切削条件下使用。
(2)TiN涂层刀具 TiN涂层刀具抗黏结温度高,摩擦系数小,刀具耐用度较未涂层刀具可提高1~3倍,高的可达10倍。
用PVD法在YTl4硬质合金基体上涂覆TiN涂层,涂层与基体结合良好,刀片硬度达3500~5000HV,抗弯强度为1300MPa,加工CrwMn、60SiMn2A等合金钢及铸铁时,刀具耐用度提高2~6倍,切削速度明显提高,可达250m/min,粗糙度值可降低1~2级。TiN涂层刀片的摩擦系数比TiC涂层刀片更小,切削力小,切削变形系数更低。
(3)Al2O3涂层刀具 Al2O3涂层硬质合金刀具具有陶瓷刀具的耐磨性及硬质合金的强度,适用于陶瓷刀具加工的所有工序中,又能用于陶瓷刀具易于崩刃和打刀的加工场合,可进行半精加工与精加工。用Al2O3涂层刀具加工汽车铸铁刹车盘和刹车鼓等零件时,其耐用度比TiC涂层刀片、陶瓷刀具高2~4倍。在加工铸铁时用AlzO。涂层优于TiC涂层。在中低速加工钢件时,vc<150~180m/min条件下,TiC涂层刀具较Al2O3涂层刀具切削性能好,在高速切削钢件时,Al2O3涂层刀具的切削性能优于TiC涂层刀具。
(4)碳氮化物[Ti(C,N)]固溶体涂层刀具
①Ti(C,N)固溶体涂层 它具有良好的切削性能。与TiC相比,刀具耐用度比TiC高1.5倍。Ti(C,N)涂层硬质合金中C/N比例对磨损特性有一定影响。TiN成分增加,月牙洼磨损减少,后刀面磨损增加;TiC成分增加,后刀面磨损减少,月牙洼磨损增加。美国、英国生产这类涂层刀片较多。英国工具合金有限公司生产的牌号为TMl5、TM25、TM35,都是在特殊的基体上涂覆10~12μm的Ti(C,N)涂层,使用范围相当于ISO标准的P05~P20/M10~M20/K05~K20、P10~P30/M10~M20/K10~K30、P20~P40/M20~M30/K20~K40,具有宽广的使用领域。美国生产这类涂层硬质合金牌号众多,有AG5、536、550、CA9443、GA5、KC210、633、663、715、722、GCl20、GC225等。
②Ti(B,N)固溶体涂层 采用CVD法在硬质合金基体上进行Ti-B-N三元涂层时,一部分硼(B)元素以B原子形式掺人TiN晶体中,形成具有立方结构的Ti(B,N)固溶体,可提高涂层硬度。其显微硬度随B/(B+N)的增加成直线上升。
碳氮化物涂层还有Zr(C,N)与HI(C,N)涂层。原料用锆和铪的氯化物蒸气与氢气,涂层温度为1000~1170℃。这种涂层刀片具有较高的强度和耐磨性,适合高速切削条件下使用。
2.双涂层硬质合金刀具
双涂层硬质合金有TiC-TiN、TiC-Al2O3、TiN-Al2O3、TaC-TiC、Al2O3-Ti203、TiN-CBN、Al2O3-CBN、TiC-Ti(C,N)等涂层。
(1)TiC-TiN涂层TiC-TiN涂层是使用最多的一种双涂层,接近刀具基体的涂层是TiC,涂层厚5μm。刀片表层是TiN涂层,中间过渡层为Ti(C,N)固溶体,这种组合涂层可使涂层厚度均匀,而且涂层厚度增至lo“m,组合涂层残余应力小,与基体黏结牢固,摩擦系数小,有较高的抗裂纹扩散能力。切削性能比TiC或TiN涂层刀具都好。耐用度比未涂层刀具高得多。
日本东芝公司生产的TiC-TiN组合涂层刀片T525兼有韧性与硬度,抗黏结性能与抗剥落性能均得到改善。用这种刀片加工铸铁或钢材,均可以从低速到高速进行大进给量的切削。车削40CrNiMo合金钢时,与PIO硬质合金和TiC涂层刀片相比,在uc=80~200m/min条件下,刀具耐用度提高2倍左右。
(2)TiC-Al2O3和TiN-Al2O3组合涂层 在基体上先沉积一层TiC或TiN,再沉积A1zos涂层,可改善Al2O3的涂层附着力。TiC—Al2O3涂层刀具抗后刀面磨损能力、抗月牙洼磨损性能较好。在高速切削时,Al2O3具有高的抗氧化能力和耐磨性,在低速切削时,TiC又具有高的耐磨性。加工20MnTiB钢,使用YTl4+(TiC—TiN),在切削速度vc=282m/min,ƒ=0.3mm/r,ap=0.5mm的切削条件下,用YTl4加工25件,而用YTl4+(TiC-TiN)涂层刀片可加工240件。瑞典山德维克公司生产的涂层刀片GCOl5就是TiC-Al2O3组合涂层,先在硬质合金基体上沉积一层TiC(晶粒为4~5μm),再涂覆一层Al2O3(晶粒为1μm),涂层总厚度为7μm,用GC015加工球墨铸铁、锰钢和合金钢都有良好效果,GC015相当于ISo标准的P05~P35/K05~K20。
株洲硬质合金厂生产牌号为CAl5、CA25的硬质合金刀片,都是TiC-Al203涂层。CAl5是在耐磨性良好的硬质合金基体上进行涂覆,在高速切削条件下,具有很高的耐磨性,适用于各种铸铁、有色金属、非金属材料的连续精加工和半精加工,也适合加工不锈钢、淬硬钢、高温合金的半精加工与精加工。CA25是在耐磨性和韧性适中的基体上进行涂覆,其耐磨性及韧性的综合性能好,适宜于加工铸铁、淬硬钢、不锈钢、高温合金、钛合金进行切削加工。
TiC-Al2O3涂层刀片加工铸铁可获得良好效果,加工铸铁时,TiC-AL2O3。涂层使用量可达80%~90%,加工钢时,使用TiC—TiN涂层刀片占涂层刀片的80%,而TiC-Al203则占20%。
(3)Al203-Ti2O3 涂层 在Al2O3涂层母体中加入4%~5%的Ti2O3,就形成Al2O3-Ti2O3涂层。Ti2O3的加入增加了Al2O3的硬度,又提供了固态润滑性能,硬度增加到努氏硬度2400~2500。
用Al2O3-Ti2O3涂层刀片加工铸铁前泵支柱(260HB),车削外圆vc=276m/min,ap=1.77~2mm,ƒ=0.43~0.5mm/r,Ti203的浓度为4%,涂层厚度为0.1μm,刀片每个角可加工100~109个。用4%~5%浓度的Ti2O3。,涂层厚度为5.6μm的Al2O3-Ti203涂层刀片,镗削铸铁离合器汽缸,在可vc=228~248m/min,ap=1.77~2.28mm,ƒ=0.32~0.45mm/r,Al2O3-Ti203刀片,每个角平均可加工340~362件。
(4)TiN—CBN及Alzo。一CBN涂层 在硬质合金基体上,先涂覆一层TiN,再沉积1μm的CBN,这种CBN是由硼的衍生物(B5N5H6)等离子中引出的离子柬层,不是纯CBN,是含有CBN微晶的非晶氮化物,可提高刀片硬度。
3.三涂层硬质合金刀具
三涂层的组合方式很多,有TiC-Ti(C,N)-TiN、TiC-Ti(C,N)-A1203、TiC-TiN-A1203、TiC-Al203-TiN、TaC-TiC-TiN、TiN-TiC-TiN、Ti(C,N)-TiC-Ti(C,N)TiC等。
(1)TiC-Ti(C,N)-TIN组合涂层 这是用得较多的一种三涂层,其优点与TiC-TiN组合相同。株洲硬质合金厂生产的五个牌号的TiC-Ti(C,N)-TiN涂层硬质合金,CNl5、CN25、CN35和CNl6、CN26,前三个牌号主要用于加工钢类零件,后两个牌号主要用于加工铸铁和有色金属。
(2)TiC-Ti(C,N)-Ti2O3组合涂层 瑞典赛可工具公司生产的T15M、TPl5、TXl0均属于这种涂层刀片牌号。T15M、TPl5的涂层厚度为7μm,使用范围相当于ISO的K05~K15、P05~P30、M05~M25、K05~K25。TXl0的涂层厚度为6μm,使用范围相当于ISO的M05~M15、K05~K15。
(3)TiC-A12O3-TiN 组合涂层 瑞典山德维克生产的涂层刀片GC415属于这种组合涂层。它是在硬质合金基体上先涂覆4.5μm厚的TiC层,以保证涂层与基体黏结牢固,之后涂覆3μm厚的A12O3层,以求较高的硬度及高温下的化学稳定性和绝热性,最后,涂覆10μm厚的TiN,使刀具具有较低的摩擦系数,防止粘刀和避免积屑瘤的产生。用GC415涂层刀具车削35CrMo钢出圈端面,vc=500m/min,ƒ=0.4mm/r,ap=1~1.5mm,GC刀片的耐用度较GC015刀片提高60%。GC415的使用范围相当于ISO的P05~P30、K05~K20,加工低合金钢时,切削速vc=180~280m/min,加工铸铁时,vc=150~300m/min。
4.多涂层硬质合金刀具
多于三涂层的称为多涂层。这类涂层品种繁多,如TiC—Ti(C,N)-TiN-A12O3、TaC-TiC-A1203-TiN、TiC-Ti(C,N)-TiN-TiC-A1203、TiC-Ti(C,N)-TiN-多层陶瓷等。最多的涂层有13层。美国牌号680的刀片是TaC-TiC-A12O3-TiN的组合涂层,涂层厚度为10μm,其应用范围相当于ISO的P01~P30、M10~M25、K0l~K20。
德国Widalon三层的TK15有13层极薄的涂层。在多涂层中有些涂层非常薄(小于0.05μm),形成非晶体,它提高了TKl5的韧性,其应力较厚涂层小得多。TKl5用CVD法在M15基体上涂覆总厚度为8μm的涂层,最外层是耐热的Al(O,N)。AI(O,N)可使刀片获得锋利的刃口,可用于精加工和一般涂层刀片尚不能加工的领域。TK15使用范围相当于ISO的P05~P25、MIO~M20、K05~K20,主要用于车削结构钢、渗碳钢、调质钢和铸铁,切削速度可达300~500m/min。
1.单涂层硬质合金刀具切削性能
(1)TiC涂层刀具TiC涂层刀具有较低的摩擦系数和摩擦力,较小的切削力和较低的切削温度,刀具磨损降低,耐用度增加。
用TiC涂层刀具加工38CrNi3MoVA高强度钢,切削用量为:ap=2.0mm,ƒ=0.08mm/r。刀片几何参数为:γ=-3º,ao=8º,kr=90º,λ8º=0º,在不同切削速度下,摩擦系数(μ)如图2-1所示。不同切削速度与切削变形系数的关系如图2-2所示。
(2)TiN涂层刀具 TiN涂层刀具抗黏结温度高,摩擦系数小,刀具耐用度较未涂层刀具可提高1~3倍,高的可达10倍。
用PVD法在YTl4硬质合金基体上涂覆TiN涂层,涂层与基体结合良好,刀片硬度达3500~5000HV,抗弯强度为1300MPa,加工CrwMn、60SiMn2A等合金钢及铸铁时,刀具耐用度提高2~6倍,切削速度明显提高,可达250m/min,粗糙度值可降低1~2级。TiN涂层刀片的摩擦系数比TiC涂层刀片更小,切削力小,切削变形系数更低。
(3)Al2O3涂层刀具 Al2O3涂层硬质合金刀具具有陶瓷刀具的耐磨性及硬质合金的强度,适用于陶瓷刀具加工的所有工序中,又能用于陶瓷刀具易于崩刃和打刀的加工场合,可进行半精加工与精加工。用Al2O3涂层刀具加工汽车铸铁刹车盘和刹车鼓等零件时,其耐用度比TiC涂层刀片、陶瓷刀具高2~4倍。在加工铸铁时用AlzO。涂层优于TiC涂层。在中低速加工钢件时,vc<150~180m/min条件下,TiC涂层刀具较Al2O3涂层刀具切削性能好,在高速切削钢件时,Al2O3涂层刀具的切削性能优于TiC涂层刀具。
(4)碳氮化物[Ti(C,N)]固溶体涂层刀具
①Ti(C,N)固溶体涂层 它具有良好的切削性能。与TiC相比,刀具耐用度比TiC高1.5倍。Ti(C,N)涂层硬质合金中C/N比例对磨损特性有一定影响。TiN成分增加,月牙洼磨损减少,后刀面磨损增加;TiC成分增加,后刀面磨损减少,月牙洼磨损增加。美国、英国生产这类涂层刀片较多。英国工具合金有限公司生产的牌号为TMl5、TM25、TM35,都是在特殊的基体上涂覆10~12μm的Ti(C,N)涂层,使用范围相当于ISO标准的P05~P20/M10~M20/K05~K20、P10~P30/M10~M20/K10~K30、P20~P40/M20~M30/K20~K40,具有宽广的使用领域。美国生产这类涂层硬质合金牌号众多,有AG5、536、550、CA9443、GA5、KC210、633、663、715、722、GCl20、GC225等。
②Ti(B,N)固溶体涂层 采用CVD法在硬质合金基体上进行Ti-B-N三元涂层时,一部分硼(B)元素以B原子形式掺人TiN晶体中,形成具有立方结构的Ti(B,N)固溶体,可提高涂层硬度。其显微硬度随B/(B+N)的增加成直线上升。
碳氮化物涂层还有Zr(C,N)与HI(C,N)涂层。原料用锆和铪的氯化物蒸气与氢气,涂层温度为1000~1170℃。这种涂层刀片具有较高的强度和耐磨性,适合高速切削条件下使用。
2.双涂层硬质合金刀具
双涂层硬质合金有TiC-TiN、TiC-Al2O3、TiN-Al2O3、TaC-TiC、Al2O3-Ti203、TiN-CBN、Al2O3-CBN、TiC-Ti(C,N)等涂层。
(1)TiC-TiN涂层TiC-TiN涂层是使用最多的一种双涂层,接近刀具基体的涂层是TiC,涂层厚5μm。刀片表层是TiN涂层,中间过渡层为Ti(C,N)固溶体,这种组合涂层可使涂层厚度均匀,而且涂层厚度增至lo“m,组合涂层残余应力小,与基体黏结牢固,摩擦系数小,有较高的抗裂纹扩散能力。切削性能比TiC或TiN涂层刀具都好。耐用度比未涂层刀具高得多。
日本东芝公司生产的TiC-TiN组合涂层刀片T525兼有韧性与硬度,抗黏结性能与抗剥落性能均得到改善。用这种刀片加工铸铁或钢材,均可以从低速到高速进行大进给量的切削。车削40CrNiMo合金钢时,与PIO硬质合金和TiC涂层刀片相比,在uc=80~200m/min条件下,刀具耐用度提高2倍左右。
(2)TiC-Al2O3和TiN-Al2O3组合涂层 在基体上先沉积一层TiC或TiN,再沉积A1zos涂层,可改善Al2O3的涂层附着力。TiC—Al2O3涂层刀具抗后刀面磨损能力、抗月牙洼磨损性能较好。在高速切削时,Al2O3具有高的抗氧化能力和耐磨性,在低速切削时,TiC又具有高的耐磨性。加工20MnTiB钢,使用YTl4+(TiC—TiN),在切削速度vc=282m/min,ƒ=0.3mm/r,ap=0.5mm的切削条件下,用YTl4加工25件,而用YTl4+(TiC-TiN)涂层刀片可加工240件。瑞典山德维克公司生产的涂层刀片GCOl5就是TiC-Al2O3组合涂层,先在硬质合金基体上沉积一层TiC(晶粒为4~5μm),再涂覆一层Al2O3(晶粒为1μm),涂层总厚度为7μm,用GC015加工球墨铸铁、锰钢和合金钢都有良好效果,GC015相当于ISo标准的P05~P35/K05~K20。
株洲硬质合金厂生产牌号为CAl5、CA25的硬质合金刀片,都是TiC-Al203涂层。CAl5是在耐磨性良好的硬质合金基体上进行涂覆,在高速切削条件下,具有很高的耐磨性,适用于各种铸铁、有色金属、非金属材料的连续精加工和半精加工,也适合加工不锈钢、淬硬钢、高温合金的半精加工与精加工。CA25是在耐磨性和韧性适中的基体上进行涂覆,其耐磨性及韧性的综合性能好,适宜于加工铸铁、淬硬钢、不锈钢、高温合金、钛合金进行切削加工。
TiC-Al2O3涂层刀片加工铸铁可获得良好效果,加工铸铁时,TiC-AL2O3。涂层使用量可达80%~90%,加工钢时,使用TiC—TiN涂层刀片占涂层刀片的80%,而TiC-Al203则占20%。
(3)Al203-Ti2O3 涂层 在Al2O3涂层母体中加入4%~5%的Ti2O3,就形成Al2O3-Ti2O3涂层。Ti2O3的加入增加了Al2O3的硬度,又提供了固态润滑性能,硬度增加到努氏硬度2400~2500。
用Al2O3-Ti2O3涂层刀片加工铸铁前泵支柱(260HB),车削外圆vc=276m/min,ap=1.77~2mm,ƒ=0.43~0.5mm/r,Ti203的浓度为4%,涂层厚度为0.1μm,刀片每个角可加工100~109个。用4%~5%浓度的Ti2O3。,涂层厚度为5.6μm的Al2O3-Ti203涂层刀片,镗削铸铁离合器汽缸,在可vc=228~248m/min,ap=1.77~2.28mm,ƒ=0.32~0.45mm/r,Al2O3-Ti203刀片,每个角平均可加工340~362件。
(4)TiN—CBN及Alzo。一CBN涂层 在硬质合金基体上,先涂覆一层TiN,再沉积1μm的CBN,这种CBN是由硼的衍生物(B5N5H6)等离子中引出的离子柬层,不是纯CBN,是含有CBN微晶的非晶氮化物,可提高刀片硬度。
3.三涂层硬质合金刀具
三涂层的组合方式很多,有TiC-Ti(C,N)-TiN、TiC-Ti(C,N)-A1203、TiC-TiN-A1203、TiC-Al203-TiN、TaC-TiC-TiN、TiN-TiC-TiN、Ti(C,N)-TiC-Ti(C,N)TiC等。
(1)TiC-Ti(C,N)-TIN组合涂层 这是用得较多的一种三涂层,其优点与TiC-TiN组合相同。株洲硬质合金厂生产的五个牌号的TiC-Ti(C,N)-TiN涂层硬质合金,CNl5、CN25、CN35和CNl6、CN26,前三个牌号主要用于加工钢类零件,后两个牌号主要用于加工铸铁和有色金属。
(2)TiC-Ti(C,N)-Ti2O3组合涂层 瑞典赛可工具公司生产的T15M、TPl5、TXl0均属于这种涂层刀片牌号。T15M、TPl5的涂层厚度为7μm,使用范围相当于ISO的K05~K15、P05~P30、M05~M25、K05~K25。TXl0的涂层厚度为6μm,使用范围相当于ISO的M05~M15、K05~K15。
(3)TiC-A12O3-TiN 组合涂层 瑞典山德维克生产的涂层刀片GC415属于这种组合涂层。它是在硬质合金基体上先涂覆4.5μm厚的TiC层,以保证涂层与基体黏结牢固,之后涂覆3μm厚的A12O3层,以求较高的硬度及高温下的化学稳定性和绝热性,最后,涂覆10μm厚的TiN,使刀具具有较低的摩擦系数,防止粘刀和避免积屑瘤的产生。用GC415涂层刀具车削35CrMo钢出圈端面,vc=500m/min,ƒ=0.4mm/r,ap=1~1.5mm,GC刀片的耐用度较GC015刀片提高60%。GC415的使用范围相当于ISO的P05~P30、K05~K20,加工低合金钢时,切削速vc=180~280m/min,加工铸铁时,vc=150~300m/min。
4.多涂层硬质合金刀具
多于三涂层的称为多涂层。这类涂层品种繁多,如TiC—Ti(C,N)-TiN-A12O3、TaC-TiC-A1203-TiN、TiC-Ti(C,N)-TiN-TiC-A1203、TiC-Ti(C,N)-TiN-多层陶瓷等。最多的涂层有13层。美国牌号680的刀片是TaC-TiC-A12O3-TiN的组合涂层,涂层厚度为10μm,其应用范围相当于ISO的P01~P30、M10~M25、K0l~K20。
德国Widalon三层的TK15有13层极薄的涂层。在多涂层中有些涂层非常薄(小于0.05μm),形成非晶体,它提高了TKl5的韧性,其应力较厚涂层小得多。TKl5用CVD法在M15基体上涂覆总厚度为8μm的涂层,最外层是耐热的Al(O,N)。AI(O,N)可使刀片获得锋利的刃口,可用于精加工和一般涂层刀片尚不能加工的领域。TK15使用范围相当于ISO的P05~P25、MIO~M20、K05~K20,主要用于车削结构钢、渗碳钢、调质钢和铸铁,切削速度可达300~500m/min。
- 上一篇:硬质合金刀具的钎焊
- 下一篇:涂层硬质合金刀具基体

