
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀具的钎焊
时间:2015-07-03 15:43:50来源:本站人气:1959
氧-乙炔焰钎焊适用于中小型硬质合金刀具的单件或小批量制造。
硬质合金刀具钎焊的主要问题是:刀片的膨胀系数比刀杆低50%左右,在钎焊过程中会产生很大的内应力而引起裂纹,使用时造成刀片的破碎。为了防止裂纹的产生,需要正确地设计刀槽和选用钎料及掌握操作工艺。
1.钎料和钎剂
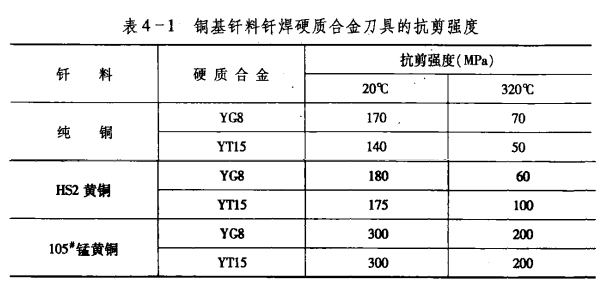
硬质合金刀具钎焊主要使用铜基及银基钎料。铜基钎料应用最多的是黄铜,为了提高钎料强度及润湿性常加入锰、镍、铁等元素。几种铜基钎料钎焊硬质合金刀具的抗剪强度见表4-1,这类钎料的特点是价格便宜,便于推广,但钎焊温度较高。银基钎料具有良好的强度及塑性,熔点较低,因此钎焊接头产生的热应力较小,但它的成本高,使用受到限制。
 用铜基钎料钎焊时,钎剂可用脱水硼砂,为了降低熔点可加入一定量的硼酸(可用质量分数60%的硼砂加质量分数40%的硼酸)。在钎焊含碳化钛较高的合金刀片时,可在硼酸中加质量分数为10%左右的氟化钾或氟化钠以提高钎剂的活性。用银钎料钎焊时可用QJ101或QJ102。
用铜基钎料钎焊时,钎剂可用脱水硼砂,为了降低熔点可加入一定量的硼酸(可用质量分数60%的硼砂加质量分数40%的硼酸)。在钎焊含碳化钛较高的合金刀片时,可在硼酸中加质量分数为10%左右的氟化钾或氟化钠以提高钎剂的活性。用银钎料钎焊时可用QJ101或QJ102。
2.焊前准备
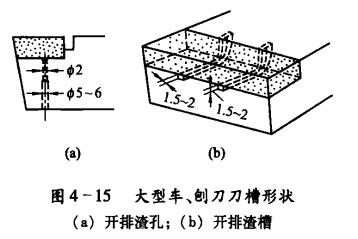
处应带小圆弧,以避免刀体裂纹。对钎焊面较大的刀槽,应开出排渣孔或排渣槽,以便排出多余的钎剂,保证钎焊质量。图4-15是开排渣孔或排渣槽的大型车、刨刀。
2)刀片和刀槽的清理硬质合金刀片在钎焊前应进行喷砂处理,去除刀片表面的氧化层和刀片标记,使钎焊时钎料能很好地润湿刀片,也可将刀片在碳化硅砂轮上轻轻磨去刀片钎焊面的表层,不要用机械方法夹住刀片在砂轮机或磨床上磨,以免刀片产生裂纹。更不要采用化学机械研磨方法,这种方法会将刀片表层的钴腐蚀掉,使钎料很难润湿刀片,使钎焊接头强度大大下降,甚至根本焊不住。在用电解磨削磨平刀片钎焊面时,则必须在磨平刀片后,用砂轮轻轻将刀片表面磨光以去除刀片表面的磨蚀层。刀槽应在钎焊前去除毛刺,并进行喷砂处理,也可用汽油或酒精等刷洗刀槽去除油污。
硬质合金刀具钎焊的主要问题是:刀片的膨胀系数比刀杆低50%左右,在钎焊过程中会产生很大的内应力而引起裂纹,使用时造成刀片的破碎。为了防止裂纹的产生,需要正确地设计刀槽和选用钎料及掌握操作工艺。
1.钎料和钎剂
硬质合金刀具钎焊主要使用铜基及银基钎料。铜基钎料应用最多的是黄铜,为了提高钎料强度及润湿性常加入锰、镍、铁等元素。几种铜基钎料钎焊硬质合金刀具的抗剪强度见表4-1,这类钎料的特点是价格便宜,便于推广,但钎焊温度较高。银基钎料具有良好的强度及塑性,熔点较低,因此钎焊接头产生的热应力较小,但它的成本高,使用受到限制。
2.焊前准备
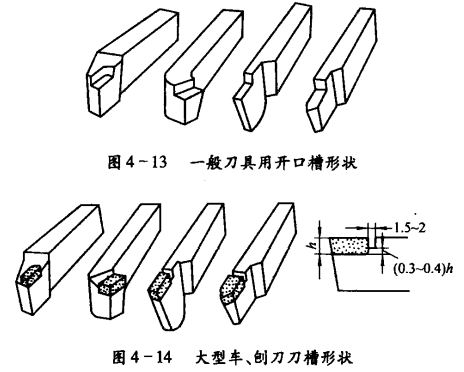
1)刀槽设计 为避免和减少裂纹,刀槽应减少不必要的钎焊面。钎焊接头的强度可由钎料和正确的钎焊工艺来保证。一般情况下应采用开口槽形状(图4-13)。如用封闭或半封闭刀,容易产生裂纹,最好采用“自由”焊形式的刀槽,即只有底面一个钎焊面(图4-14),这样可以避免裂纹,提高刀具的使用寿命。刀槽的表面粗糙度值不应大于Ra6.3μm,刀槽内棱角
处应带小圆弧,以避免刀体裂纹。对钎焊面较大的刀槽,应开出排渣孔或排渣槽,以便排出多余的钎剂,保证钎焊质量。图4-15是开排渣孔或排渣槽的大型车、刨刀。
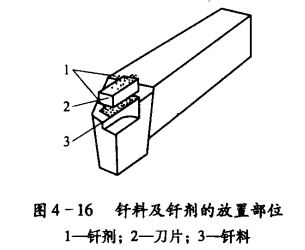
3)钎料与钎剂的放置钎料和钎剂的放置方法如图4-16所示,钎料片厚0.5mm左右,大小与刀片相同,在刀片的上面和侧面都不放置钎料。
3.钎焊操作
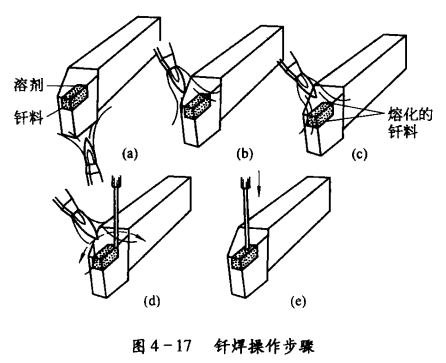
(1)预热阶段,将刀具用虎钳或压板夹紧,用火焰加热刀头后部及刀槽底部,直到刀头发暗红色(650℃左右)(图4-17a)。
(2)用火焰的外焰加热刀片和刀槽四周,直到钎剂全部熔化(图4-17b)。
(3)继续用外焰均匀加热,使钎料熔化,并沿侧面钎缝渗入(图4-17c)。
(4)当侧面钎缝出现较刀片的颜色暗而且发亮的液体钎料带,并刚发现蓝火冒白烟时,用加压棒拨动刀片往复移动2~3次(图4-17d)。因105#锰黄铜钎料中含锰,并且钎焊温度较高,钎焊时有锰的氧化和锌的蒸发,而且产生蓝火白烟,若用其他钎料时,钎焊温度的掌握只要待钎料熔化渗入即可。
(5)移动刀片摆正位置后,立即用加压棒在刀片中部加压钎焊(图4-17e)。溶剂钎料
4.保温冷却与低温回火
刀具钎焊后应缓慢冷却以免形成裂纹。可将钎焊好的刀具堆放在一起,也可将钎焊好的刀具插入石灰槽中缓冷,或者直接放到350~380℃炉中进行低温回火,时间为6~8h。
火焰钎焊适用于小批量生产。钎焊大型刀具及成批生产时,尽量采用感应钎焊、焦炭炉加热钎焊,这两种钎焊方法的生产率高,质量也稳定。
5.裂纹的防止
对于YT30、YG3等容易发生裂纹的刀具及大尺寸刀片的钎焊,应采取特殊的钎焊方法,避免发生裂纹。
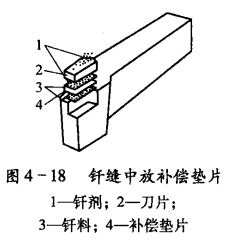
1)补偿垫片钎焊法可用w(Ni)45%的镍铁合金薄片、低碳钢片或紫铜片(厚度为0.5mm左右)作补偿片,如图4-18所示。钎焊后垫片留在钎缝中,以减缓钎焊后因刀片和刀杆收缩不一致而产生的应力,从而避免裂纹的产生。用纯铜片作补偿垫片时,必须很好地掌握钎焊温度,避免纯铜片熔化。也可使用两面是150#锰黄铜钎料,中间是低碳钢的特制钎料片。
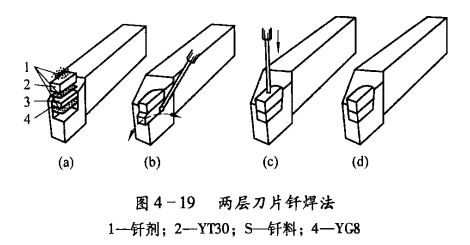
 2)双片合金钎焊法此法为减少钎焊应力和消除裂纹的有效方法之一。钎焊时在易裂的刀片YT30下面同时钎焊一块韧性好的刀片YG8,如图4-19所示。加热到钎焊温度时,用加压棒拨动底下的刀片沿刀槽滑动排渣,然后在刀片顶部加压即可。这种钎焊方法,不仅可以避免裂纹,而且可以大大提高刀具使用寿命。
2)双片合金钎焊法此法为减少钎焊应力和消除裂纹的有效方法之一。钎焊时在易裂的刀片YT30下面同时钎焊一块韧性好的刀片YG8,如图4-19所示。加热到钎焊温度时,用加压棒拨动底下的刀片沿刀槽滑动排渣,然后在刀片顶部加压即可。这种钎焊方法,不仅可以避免裂纹,而且可以大大提高刀具使用寿命。
(1)预热阶段,将刀具用虎钳或压板夹紧,用火焰加热刀头后部及刀槽底部,直到刀头发暗红色(650℃左右)(图4-17a)。
(2)用火焰的外焰加热刀片和刀槽四周,直到钎剂全部熔化(图4-17b)。
(3)继续用外焰均匀加热,使钎料熔化,并沿侧面钎缝渗入(图4-17c)。
(4)当侧面钎缝出现较刀片的颜色暗而且发亮的液体钎料带,并刚发现蓝火冒白烟时,用加压棒拨动刀片往复移动2~3次(图4-17d)。因105#锰黄铜钎料中含锰,并且钎焊温度较高,钎焊时有锰的氧化和锌的蒸发,而且产生蓝火白烟,若用其他钎料时,钎焊温度的掌握只要待钎料熔化渗入即可。
(5)移动刀片摆正位置后,立即用加压棒在刀片中部加压钎焊(图4-17e)。溶剂钎料
4.保温冷却与低温回火
刀具钎焊后应缓慢冷却以免形成裂纹。可将钎焊好的刀具堆放在一起,也可将钎焊好的刀具插入石灰槽中缓冷,或者直接放到350~380℃炉中进行低温回火,时间为6~8h。
火焰钎焊适用于小批量生产。钎焊大型刀具及成批生产时,尽量采用感应钎焊、焦炭炉加热钎焊,这两种钎焊方法的生产率高,质量也稳定。
5.裂纹的防止
对于YT30、YG3等容易发生裂纹的刀具及大尺寸刀片的钎焊,应采取特殊的钎焊方法,避免发生裂纹。
1)补偿垫片钎焊法可用w(Ni)45%的镍铁合金薄片、低碳钢片或紫铜片(厚度为0.5mm左右)作补偿片,如图4-18所示。钎焊后垫片留在钎缝中,以减缓钎焊后因刀片和刀杆收缩不一致而产生的应力,从而避免裂纹的产生。用纯铜片作补偿垫片时,必须很好地掌握钎焊温度,避免纯铜片熔化。也可使用两面是150#锰黄铜钎料,中间是低碳钢的特制钎料片。
- 上一篇:高速钢刀具火焰钎焊
- 下一篇:涂层硬质合金的刀具切削性能

