
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

高速钢刀具火焰钎焊
时间:2015-07-03 15:47:00来源:本站人气:1958
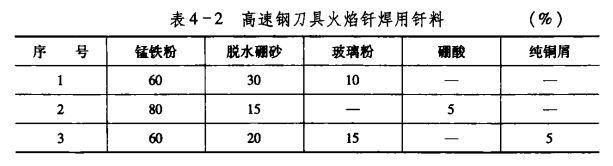
高速钢刀具钎焊后要进行淬火,所以要用熔点较高的钎料。这种钎料主要由低碳或中碳锰铁组成,然后再加脱水硼砂等其他成分,见表4-2。配制时将各种成分的原料捣成粉末并过100~120目筛子,按质量分数配好,搅拌均匀即可使用。钎焊工艺可分以下几步进行:
(1)先在刀槽上洒上一层脱水硼砂,送人焦炭炉中加热至硼砂熔化,然后取出刀杆再用加压棒拨去刀槽中的氧化皮。
(2)在刀槽上放一层钎料,厚度为2ram左右,再放高速钢刀片,侧面钎缝也放些钎料,然后送入焦炭炉中加热。
(3)刀具继续升温,当钎料熔化像汗珠往下淌时(1250~1300℃),即用钳子取出刀具,用螺旋压力机加压钎焊。
(4)加压后的刀具,用钳子夹住插入锭子油中不断搅动进行淬火,待刀具冷至300℃左右,可从油中取出在空气中冷却。
(5)在560℃炉中,保温1—2h进行回火。最好能回火3次,回火后刀具硬度可达60~64HRC。其他各种类型刀具、测量工具等,均可参照硬质合金或高速钢钎焊工艺进行钎焊。
(1)先在刀槽上洒上一层脱水硼砂,送人焦炭炉中加热至硼砂熔化,然后取出刀杆再用加压棒拨去刀槽中的氧化皮。
(2)在刀槽上放一层钎料,厚度为2ram左右,再放高速钢刀片,侧面钎缝也放些钎料,然后送入焦炭炉中加热。
(3)刀具继续升温,当钎料熔化像汗珠往下淌时(1250~1300℃),即用钳子取出刀具,用螺旋压力机加压钎焊。
(4)加压后的刀具,用钳子夹住插入锭子油中不断搅动进行淬火,待刀具冷至300℃左右,可从油中取出在空气中冷却。
(5)在560℃炉中,保温1—2h进行回火。最好能回火3次,回火后刀具硬度可达60~64HRC。其他各种类型刀具、测量工具等,均可参照硬质合金或高速钢钎焊工艺进行钎焊。

