
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金铣刀钎焊
时间:2015-07-03 15:53:09来源:本站人气:1763
1.焊前清理
(1)在碳化硅砂轮或砂纸上用手工轻轻磨去硬质合金刀片钎焊面的表层。
(2)用锉刀将刀槽周边的毛刺去除,并用毛刷蘸汽油或丙酮刷洗,以去除油污。
2.钎料和钎剂的选择
(1)钎料一般选用HLl03或HLl04。钎焊高钛硬质合金刀片时,可选用银钎料,如HL301等。
(2)钎剂可采用脱水硼砂60%(质量分数)+硼酸40%(质量分数量)。当使用银钎料时,可选用QJl02。
3.操作方法
(1)将清理干净的刀盘放平,并在刀槽内装上刀片,然后选用H01-12型焊炬、2~4号焊嘴,用轻微碳化焰集中加热刀槽上的一点,待该点被加热到微红时,立即添加少量蘸有钎剂的钎料,将刀片与刀盘固定(图4-20)。
(2)将刀片已固定的刀盘垂直放置在转动架上(图4-21)。
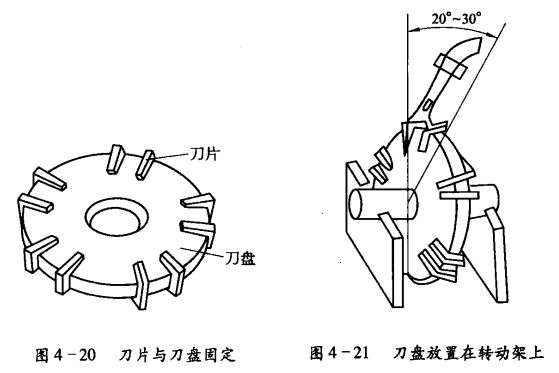 (3)将待焊的刀片处于图4-21的位置,并用焰心在距刀盘10~15ram处用轻微碳化焰沿该刀片周围来回均匀地预热刀盘。操作时要特别注意不可使刀片预热温度过高。
(3)将待焊的刀片处于图4-21的位置,并用焰心在距刀盘10~15ram处用轻微碳化焰沿该刀片周围来回均匀地预热刀盘。操作时要特别注意不可使刀片预热温度过高。
(4)当待焊处的刀盘呈暗红色(400~500℃)时,可用经加热的钎料棒蘸上钎剂向钎焊处涂抹,再继续加热使钎剂充满整个钎缝。
(5)当钎焊处被加热到呈亮红色时,用蘸有钎剂的钎料接触钎缝,利用钎缝处的热量使钎料熔化,并渗入和填满间隙。
(6)用铁棒将多余的钎料、钎剂和其他杂质刮掉,使钎缝表面光滑、清洁。
4.焊后处理
焊后应立即将铣刀放入350~380℃的炉中保温6~8h,或者放入深度不小于200mm的干燥石棉灰或草木灰中保温8h,以消除内应力,防止产生裂纹。
(1)在碳化硅砂轮或砂纸上用手工轻轻磨去硬质合金刀片钎焊面的表层。
(2)用锉刀将刀槽周边的毛刺去除,并用毛刷蘸汽油或丙酮刷洗,以去除油污。
2.钎料和钎剂的选择
(1)钎料一般选用HLl03或HLl04。钎焊高钛硬质合金刀片时,可选用银钎料,如HL301等。
(2)钎剂可采用脱水硼砂60%(质量分数)+硼酸40%(质量分数量)。当使用银钎料时,可选用QJl02。
3.操作方法
(1)将清理干净的刀盘放平,并在刀槽内装上刀片,然后选用H01-12型焊炬、2~4号焊嘴,用轻微碳化焰集中加热刀槽上的一点,待该点被加热到微红时,立即添加少量蘸有钎剂的钎料,将刀片与刀盘固定(图4-20)。
(2)将刀片已固定的刀盘垂直放置在转动架上(图4-21)。
(4)当待焊处的刀盘呈暗红色(400~500℃)时,可用经加热的钎料棒蘸上钎剂向钎焊处涂抹,再继续加热使钎剂充满整个钎缝。
(5)当钎焊处被加热到呈亮红色时,用蘸有钎剂的钎料接触钎缝,利用钎缝处的热量使钎料熔化,并渗入和填满间隙。
(6)用铁棒将多余的钎料、钎剂和其他杂质刮掉,使钎缝表面光滑、清洁。
4.焊后处理
焊后应立即将铣刀放入350~380℃的炉中保温6~8h,或者放入深度不小于200mm的干燥石棉灰或草木灰中保温8h,以消除内应力,防止产生裂纹。
- 上一篇:硬质合金刀具的间断磨削
- 下一篇:高速钢刀具火焰钎焊

