
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀具的间断磨削
时间:2015-07-04 07:05:24来源:本站人气:1691
1.间断磨削的原理
由于砂轮工作面上开槽以后,磨削过程是断续进行的,冷空气及磨削液容易进入磨削区,改善了散热条件,因而使磨削温度显著下降,从而达到减小刀片热应力及消除磨削裂纹的目的。
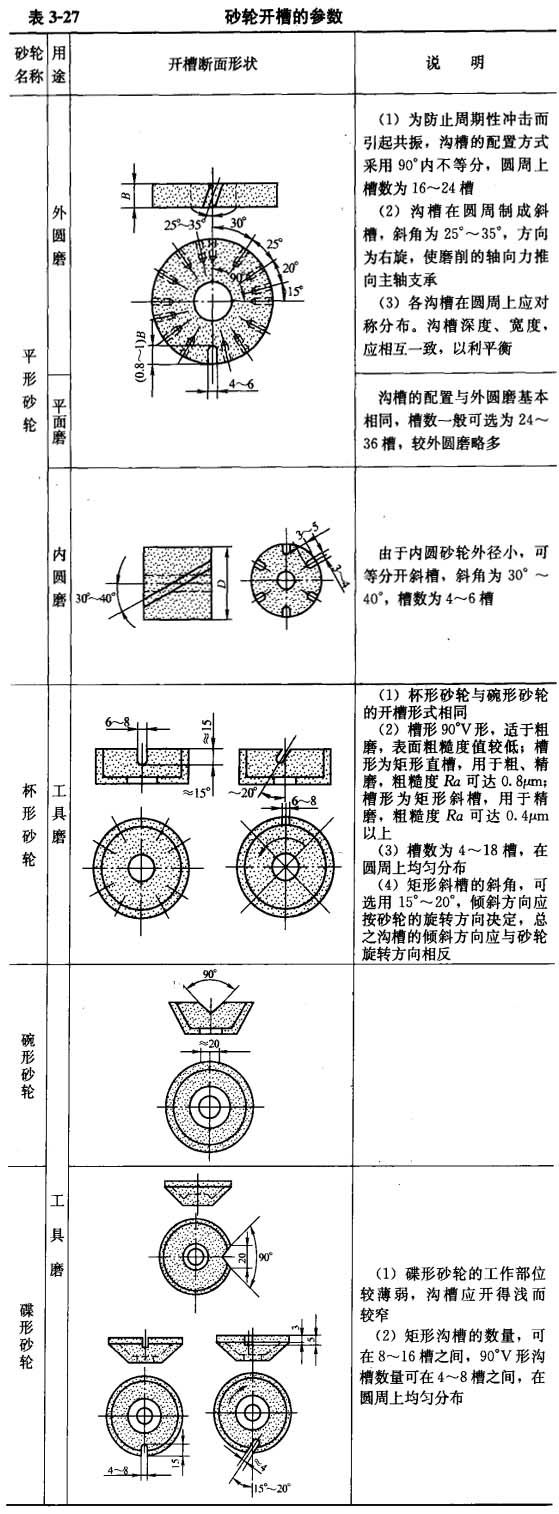
2.砂轮开槽的参数(见表3-27)
 3.开槽方法
3.开槽方法
开槽方法可分为手工开槽和机动开槽两种,一般都采用手工开槽。
手工开槽可利用废锯条,开槽时加少量冷却水。还可利用废薄片切割砂轮,废薄片约4mm厚,中等硬度以上,20~60号粒度;或者硬度高的废砂轮砂条,20~46号粒度,同样可开槽。
机动开槽用废铁盘改装成无齿锯,加放碳化硅磨料,粒度20~26号并与水和泥浆混合在一起,开槽效果较好;还可把切割砂轮安装在工具磨床上开槽。切割砂轮可选粒度为20~26号,中等硬度,陶瓷或树脂结合剂。
4.间断磨削硬质合金刀具的典型工艺规范
由于砂轮工作面上开槽以后,磨削过程是断续进行的,冷空气及磨削液容易进入磨削区,改善了散热条件,因而使磨削温度显著下降,从而达到减小刀片热应力及消除磨削裂纹的目的。
2.砂轮开槽的参数(见表3-27)
开槽方法可分为手工开槽和机动开槽两种,一般都采用手工开槽。
手工开槽可利用废锯条,开槽时加少量冷却水。还可利用废薄片切割砂轮,废薄片约4mm厚,中等硬度以上,20~60号粒度;或者硬度高的废砂轮砂条,20~46号粒度,同样可开槽。
机动开槽用废铁盘改装成无齿锯,加放碳化硅磨料,粒度20~26号并与水和泥浆混合在一起,开槽效果较好;还可把切割砂轮安装在工具磨床上开槽。切割砂轮可选粒度为20~26号,中等硬度,陶瓷或树脂结合剂。
4.间断磨削硬质合金刀具的典型工艺规范
- 上一篇:硬质合金刀具的电解磨削
- 下一篇:硬质合金铣刀钎焊

