
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金多刃刀具的槽形设计
时间:2015-07-08 17:52:38来源:本站人气:1878
1.硬质合金钻头的槽形设计:硬质合金钻头的槽形,可根据所选用的硬质合金刀片厚度来设计,刀槽与刀片以滑配合最好。但应注意刀槽宽要大干0.2毫米以上,否则会造成钎焊的困难,而且容易出废品。
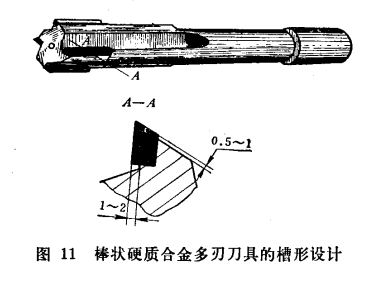
2.棒状硬质合金多刃刀具的槽形设计:如立铣刀、键槽铣刀、铰刀、扩孔钻及组合刀具等棒状硬质合金多刃刀具,均应设计成开口或自由焊的槽形。硬质合金刀片的前刃面应高出刀体1~2毫米以上(视刀片厚度而定),后刃面也应凸出刀体0.5~1毫米左右(见图11)。这样刃磨方便,有利于金刚石砂轮的推广使用。同时也能减少钎焊应力,减少裂纹的产生,提高刀具的使用寿命。
(1)尽量减少钎焊面,以防止和减少裂纹,并提高刀具使用寿命。
(2)焊接强度则由采用高强度焊料和正确的钎焊工艺来保证。
(3)保证钎焊后刀头部分不粘附多余焊料,以便于刃磨。
这些原则不同干过去某些书籍中介绍的硬质合金多刃刀具所用的多为封闭或半封闭槽形设计,后者不但增加了钎焊应力和发生裂纹,并且在钎焊时排渣困难,以使焊缝中夹渣丛生而脱焊严重。同时因槽形不正确,使多余焊料无法控制,而大量粘附于刀头部分,造成了刃磨时的困难,所以在设计硬质合金多刃刀具时应特别加以注意。
2.棒状硬质合金多刃刀具的槽形设计:如立铣刀、键槽铣刀、铰刀、扩孔钻及组合刀具等棒状硬质合金多刃刀具,均应设计成开口或自由焊的槽形。硬质合金刀片的前刃面应高出刀体1~2毫米以上(视刀片厚度而定),后刃面也应凸出刀体0.5~1毫米左右(见图11)。这样刃磨方便,有利于金刚石砂轮的推广使用。同时也能减少钎焊应力,减少裂纹的产生,提高刀具的使用寿命。
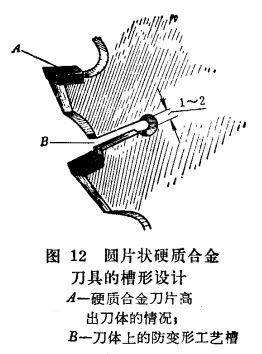
3.圆片状硬质合金多刃刀具的槽形设计:如硬质合金三面刃铣刀、角度铣刀和锯片铣刀等圆片状硬质合金多刃刀具,在设计时一般应采用自由焊形式的槽形。刀片的前刃面和后刃面均应高出刀体(见图12的A)。当刀具直径大干200毫米而刀体厚度小于6毫米时,则应在刀体四周沿刀齿根部开,4~8个对称的防变形工艺槽(见图12的B),这些工艺槽能有效地防止钎焊后刀体的变形。否则,钎焊后刀体往、往变成盆状,很难校平直而导至报废。
以上硬质合金多刃刀具槽形设计的原则是:
(1)尽量减少钎焊面,以防止和减少裂纹,并提高刀具使用寿命。
(2)焊接强度则由采用高强度焊料和正确的钎焊工艺来保证。
(3)保证钎焊后刀头部分不粘附多余焊料,以便于刃磨。
这些原则不同干过去某些书籍中介绍的硬质合金多刃刀具所用的多为封闭或半封闭槽形设计,后者不但增加了钎焊应力和发生裂纹,并且在钎焊时排渣困难,以使焊缝中夹渣丛生而脱焊严重。同时因槽形不正确,使多余焊料无法控制,而大量粘附于刀头部分,造成了刃磨时的困难,所以在设计硬质合金多刃刀具时应特别加以注意。
- 上一篇:硬质合金刀具的刃磨
- 下一篇:重型刀具和大焊接面的硬质合金刀具、模具、量具的槽形设计

