
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀具材料的应用范围
时间:2015-07-10 12:14:56来源:本站人气:2424
硬质合金刀具的应用范围相当广泛,在数控刀具材料中占主导地位,覆盖大部分常规的加工领域。既可用于加工各种铸铁、有色金属和非金属材料,也适用于加工各种钢材和耐热合金等。硬质合金既可用于制造各种机夹可转位刀具、车刀、刨刀、铣刀(主要是面铣刀)、扩孑L钻等和焊接刀具,也可制造各种尺寸较小的整体复杂刀具,如整体立式铣刀、硬质合金模具铣刀及立铣刀、铰刀、丝锥、钻头、复合加工刀具、硬质合金齿轮刀具、硬质合金螺纹刀具、硬质合金拉刀等。
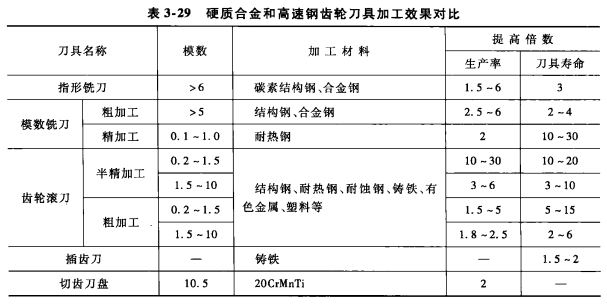
在齿轮刀具中,以齿轮滚刀采用硬质合金的应用效果最为显著。采用硬质合金滚刀精滚淬硬齿面齿轮技术中,用AA级刮削滚刀可以加工出6~7级精度齿轮,A级滚刀可以加工出7~8级精度齿轮,加工表面粗糙度可达Ra0.8~0.4μm。对于低精度(7级以下)的齿轮可以采用刮削滚刀直接精加工,成本可降低到磨齿工艺的45%~70%。
硬质合金和高速钢齿轮刀具加工效果对比见表3-29。
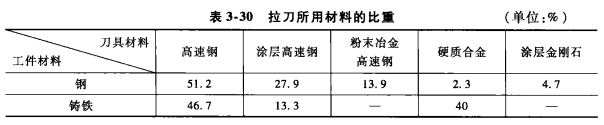
 在内孔加工中,硬质合金可以有效地用于挤压拉刀或切一挤拉刀的挤压环中。拉刀所用材料的比重见表3.30。
在内孔加工中,硬质合金可以有效地用于挤压拉刀或切一挤拉刀的挤压环中。拉刀所用材料的比重见表3.30。
在齿轮刀具中,以齿轮滚刀采用硬质合金的应用效果最为显著。采用硬质合金滚刀精滚淬硬齿面齿轮技术中,用AA级刮削滚刀可以加工出6~7级精度齿轮,A级滚刀可以加工出7~8级精度齿轮,加工表面粗糙度可达Ra0.8~0.4μm。对于低精度(7级以下)的齿轮可以采用刮削滚刀直接精加工,成本可降低到磨齿工艺的45%~70%。
硬质合金和高速钢齿轮刀具加工效果对比见表3-29。
- 上一篇:硬质合金刀具火焰钎焊
- 下一篇:超细晶粒硬质合金

