
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

特殊形状的硬质合金刀具、模具的槽形设计
时间:2015-07-11 21:14:16来源:本站人气:2759
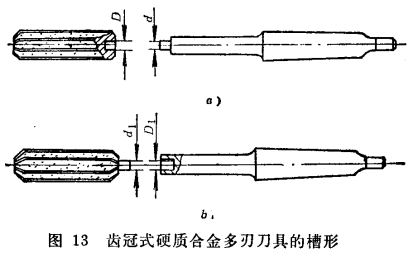
1.带硬质合金齿冠的多刃刀具槽形设计:一般是在整体的硬质合金齿冠上做出一个孔,而钢体刀杆部分与它配焊(见图13)。因为硬质合金的线膨胀系数比钢小,所以设计时应使硬质合金齿冠上的孔D要比钢体刀杆的钎焊部分d大,配合时较松动,可采用D7/dc7配合。如硬质合金齿冠上的孔为6~10毫米时,则刀体钎焊面的直径为6~10-0.1-0.3。否则,在加热时会发生硬质合金齿冠与钢刀杆胀死的现象,而不能顺利地进行钎焊操作。
2.接长钻头钎焊部分的槽形设计:在生产中经常会遇到需要将硬质合金或高速钢钻头接长的情况,钎焊时可用高频感应加热或氧炔焰加热钎焊,关键问题仍在于钎焊部分的槽形设计。图14和图15是接长钻头的槽形设计。图14中的a、6、c三种槽形是错误的,它在钎焊时不易保证钻头的同心度,而且操作复杂,所以不宜采用。图15是正确的槽形设计,一般直径在10~20毫米的接长钻头,可采用图15a的形式。接长钻头直径在20~30毫米时,可在柄部槽形内开一存渣槽,以便在
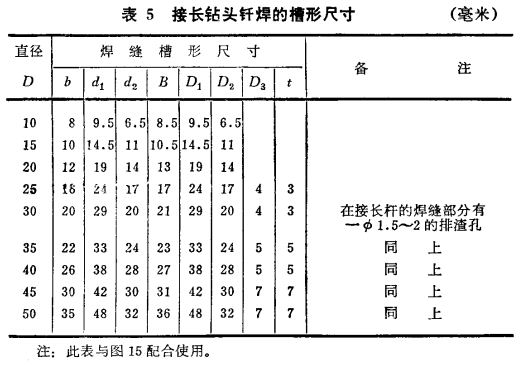
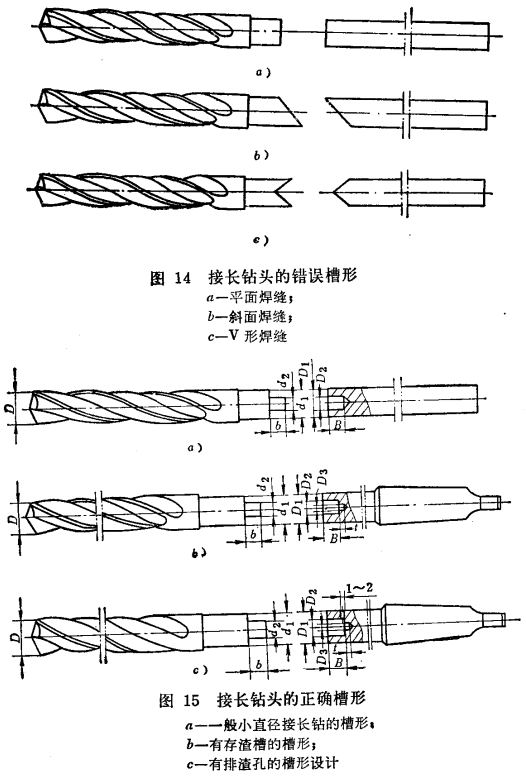 钎焊时储存熔渣,而保证焊缝的质量(见图15b)。当钻头直径大干30毫米时,则可采用图15c形式的槽形,它除了有存渣槽外,还开有一个直径为1~2毫米的排渣孔,便于在钎焊时顺利排渣。钎焊部分的槽形配合应为二级精度第一种配合;,以保证焊后钻头的同心度。接长部分钻柄的孔壁厚度b,可随钻头直径大小而采用1.5~8毫米左右(见表5)。
钎焊时储存熔渣,而保证焊缝的质量(见图15b)。当钻头直径大干30毫米时,则可采用图15c形式的槽形,它除了有存渣槽外,还开有一个直径为1~2毫米的排渣孔,便于在钎焊时顺利排渣。钎焊部分的槽形配合应为二级精度第一种配合;,以保证焊后钻头的同心度。接长部分钻柄的孔壁厚度b,可随钻头直径大小而采用1.5~8毫米左右(见表5)。
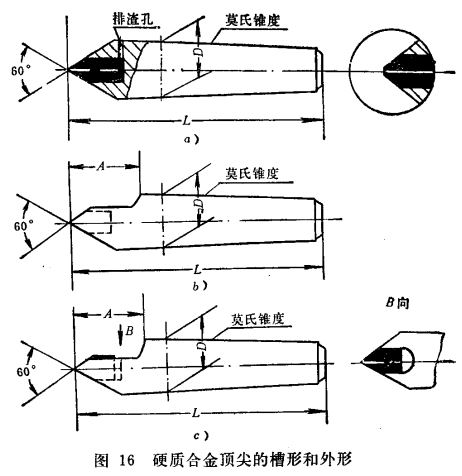
 3.硬质合金顶尖的槽形设计:硬质合金顶尖的槽形有两种,一种是顶尖形状的标准硬质合金(见图16a、6),另一种是用硬质合金螺纹车刀刀片代用的(见图16c)。当设计第一种槽形时,硬质合金与槽可采用3、4级精度的第一种动配合,其配合尺寸可参见表6。当硬质合金的直径较大时,可在槽下部开一币1~2毫米的排渣孔,硬质合金直径较小时,则在槽下部留一个存渣槽即可。而另一种槽形则与设计螺纹车刀的刀槽相同。
3.硬质合金顶尖的槽形设计:硬质合金顶尖的槽形有两种,一种是顶尖形状的标准硬质合金(见图16a、6),另一种是用硬质合金螺纹车刀刀片代用的(见图16c)。当设计第一种槽形时,硬质合金与槽可采用3、4级精度的第一种动配合,其配合尺寸可参见表6。当硬质合金的直径较大时,可在槽下部开一币1~2毫米的排渣孔,硬质合金直径较小时,则在槽下部留一个存渣槽即可。而另一种槽形则与设计螺纹车刀的刀槽相同。
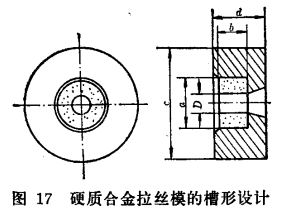
 4.硬质合金拉丝模的槽形设计。硬质合金拉丝模的槽形设计见图17,在加工槽孔时,可根据硬质合金模子配车,槽孔与硬质合金外圆的配合,可采用3、4级精度的第一种动配合,不能使硬质合金在槽内间隙太大而影响钎焊质量。表7是硬质合金拉丝模外形尺寸,可供参考使用。
4.硬质合金拉丝模的槽形设计。硬质合金拉丝模的槽形设计见图17,在加工槽孔时,可根据硬质合金模子配车,槽孔与硬质合金外圆的配合,可采用3、4级精度的第一种动配合,不能使硬质合金在槽内间隙太大而影响钎焊质量。表7是硬质合金拉丝模外形尺寸,可供参考使用。
 5.无心磨床的硬质合金支板的槽形设计:无心磨床的硬质合金支板的特点,是长而较薄的硬质合金钎焊件,它除了在钎焊时容易发生裂纹外,更严重的问题是在钎焊后整个支板体弯曲变形,而造成大量废品。图18a是封闭式槽形,且合金槽两边钢体的厚薄不均(a>6),在钎焊前已在支板体上加工出螺钉槽,这些不合理的设计,使钎焊后硬质合金容易发生裂纹,并使整个支板产生纵向和横向弯曲变形而报废。图18b是正确的自由焊槽形设计,它在硬质合金两边的钢体仅留0.5~
5.无心磨床的硬质合金支板的槽形设计:无心磨床的硬质合金支板的特点,是长而较薄的硬质合金钎焊件,它除了在钎焊时容易发生裂纹外,更严重的问题是在钎焊后整个支板体弯曲变形,而造成大量废品。图18a是封闭式槽形,且合金槽两边钢体的厚薄不均(a>6),在钎焊前已在支板体上加工出螺钉槽,这些不合理的设计,使钎焊后硬质合金容易发生裂纹,并使整个支板产生纵向和横向弯曲变形而报废。图18b是正确的自由焊槽形设计,它在硬质合金两边的钢体仅留0.5~
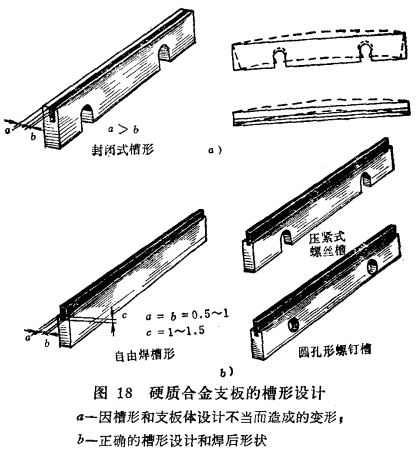
1毫米宽、1~1.5毫米高的对称的工艺墙(并可进一步将此工艺墙每隔10毫米铣去25~40毫米,留下的工艺墙只要能起到硬质合金片的定位作用即可,以进一步减少钎焊面)。另外,支板上的压紧螺钉槽应在钎焊和回火后再加工出来,最好将螺钉槽加工成圆孔形,这样就可避免硬质合金发生裂纹或支板体发生弯曲变形。
2.接长钻头钎焊部分的槽形设计:在生产中经常会遇到需要将硬质合金或高速钢钻头接长的情况,钎焊时可用高频感应加热或氧炔焰加热钎焊,关键问题仍在于钎焊部分的槽形设计。图14和图15是接长钻头的槽形设计。图14中的a、6、c三种槽形是错误的,它在钎焊时不易保证钻头的同心度,而且操作复杂,所以不宜采用。图15是正确的槽形设计,一般直径在10~20毫米的接长钻头,可采用图15a的形式。接长钻头直径在20~30毫米时,可在柄部槽形内开一存渣槽,以便在

