
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金圆锯片的特点及加工工艺性
时间:2015-07-12 16:02:42来源:本站人气:3187
硬质合金钢圆锯片具有很多优点,因此,在细木工生产中逐渐普及,在这个前提下,对机床的设计要求更高,这些特殊机床均采用硬质合金钢圆锯片,使用这类锯片的明显效果是加工精度高,生产成本低。
瑞典木材加工工业,最近几年来对家具生产进行了一些改革。其中主要的是对工厂的产品进行适当的调整,使产品能集中生产,以便使用一些高效率的设备,而且对成品的检验也较重视。由于这种原因,木工机械精度提高了,生产效率也较高。
家具和细木工工业中,对各种特殊结构的木工机床的需要量是增长的,使用合金刀具的数氧啦随之增加,因此,这类机床的潜在力是很大的。由于硬质合金钢刀具的耐久性好,它具有提高产品生产效率、降低单位产品成本的作用。
1.切削速度
事实上,老式木材加工机床的切削速度是固定不变的,不能随需要而调节。这类机床的切削速度一般低于47米/秒。如果采用硬质合金圆锯,则锯片的直径可以减小。在这种情况下,在使用老式锯机的时候,如果用硬质合金锯片代替普通的锯片,其切削速度可以降低,但与此同时,所花费的设备费却相应有所增加,因为硬质合金锯片的价格较普通锯片贵得多。
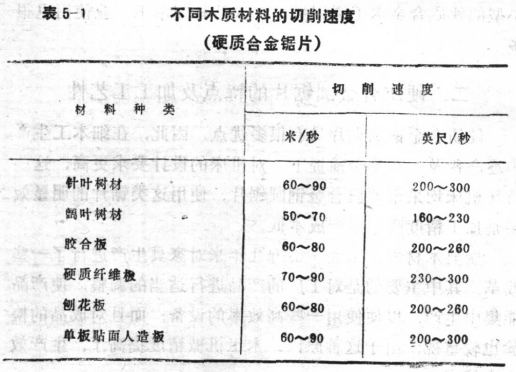
表5-1提供了各种不同木质人造板.针叶树和阔叶树成材的切削加工速度。每一类材料的切削加工速度均有一定范围,这要根据各种人造板或成材的树种、切削方式等因素来选择。在选择较高的切削速度时,还应当考虑机床有足够的稳定性、应保证不产生振动。如果齿的进刀最太小,则不利于切削加工,这是由于齿根部分仅仅起到了研磨的作用,其结果不但降低切削效率,而且锯齿的磨损相当严重。为了降低锯齿的磨损量,每个锯齿的进刀量直当增大,而齿根的研磨损耗,主要决定于被加工的材料种类。木材切削时,如果采用过高的进料速度,在切削过程中会产生一种很大的能量,这种能量转变成高热状态,使锯齿烧结炭化,切削锯齿的刃口将受到严重的损伤。因此,在木材切削加工时,选择切削速度是非常重要的因素。
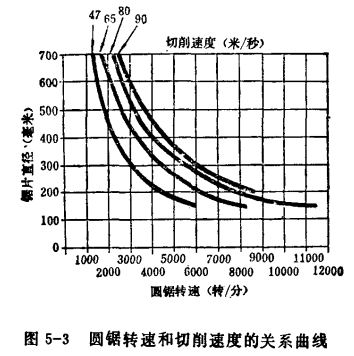
 圆锯转速和切削速度的关系见图5-3。
圆锯转速和切削速度的关系见图5-3。
2.进料速度
木材进行切削加工时,在标准要求的条件下,每个锯齿的进给量为0.05~0.30毫米(0.002~0.012英寸)。每个锯齿的进给量可按下式计算:
F=S×1000/n×Z
式中 F—每个锯齿的进给量 (毫米)
S—总的进给量 (米/分)
n—圆锯的转速 (转/分)
Z—每一个切面的工作齿数
3.圆锯片的安装高度
硬质含金锯片的标准钩角,通常是按照锯机最大工件厚度的尺寸来确定的,一般应超过最大工件高度10~15毫米(3/8~5/8英寸),
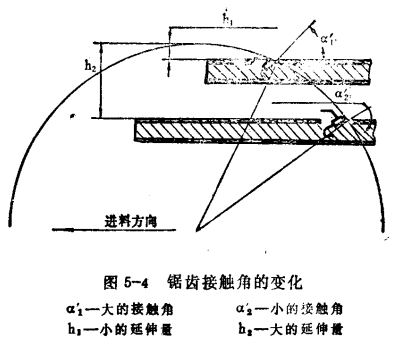
图5-4为列着材料一而的锯齿接触角的变化。随着最大材料厚度的变化,锯片的直径也是作相应变化的。从另一方面说,这种变化有可能影响到最终加工部分锯齿延伸量的变化。
 由于加工材料种类的不同,硬质合金锯计的主要参数也是不完全相同的,例如:锯剖木材的圆锯片和锯剖塑料贴面或层压板的锯片的主要参数翻齿形是不同的,锯片适宜的参数应当根据反复的试验及消除误差,最后获得比较理想的锯片齿形参数。
由于加工材料种类的不同,硬质合金锯计的主要参数也是不完全相同的,例如:锯剖木材的圆锯片和锯剖塑料贴面或层压板的锯片的主要参数翻齿形是不同的,锯片适宜的参数应当根据反复的试验及消除误差,最后获得比较理想的锯片齿形参数。
一般说来.锯齿的延伸量过大时,对加工材料下部的损伤比较大,面材料的上部加工质量是较好的。降低锯齿的延伸量。则会产生相反的效果,即材料的上部易受损坏,而材料的下部损坏较小。
成型切削圆锯片,可给予一个短的切削轨迹来通过加工材料,这意味着进料时功率可以减少。从理论上讲,可以降低锯齿边缘的磨损量。而且,用这种方法加工的材料,切削面比较光滑,可获得较理想的锯剖效果。
4.圆锯片的齿角
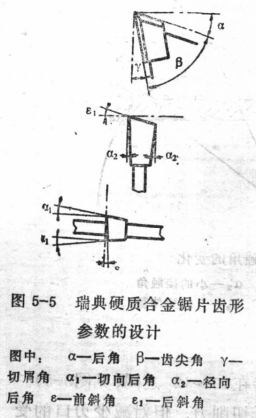
硬质合金锯片的后角应保持在10~12°之间(见图5-5)。研究表明:增加后角不利于降低切削力,但对减少刃口的受力有一定的作用。锯片的齿尖角,一般不应低于45°,以保证锯片的强度。锯齿钩角决定于所要有的特殊切削特性、工作特性以及被加工材料的硬度。钩角值应在0~30°之间。具最大钩角的锯片用于锯解针叶树材,而有较小钩角的锯片用于木材裁断和齐边等方面。
 木材纵向锯解时,木材是从锯片的前端产生分解作用的,斟此这时锯片的作用在于降低切削力。这样才有可能增加锯齿的钩角,而不会产生锯齿刃口过载的危险,增加钩角的结果还有助于降低进给力。
木材纵向锯解时,木材是从锯片的前端产生分解作用的,斟此这时锯片的作用在于降低切削力。这样才有可能增加锯齿的钩角,而不会产生锯齿刃口过载的危险,增加钩角的结果还有助于降低进给力。
锯片的切向后角。通常在3~4°之间。径向后角通常在1.5~2°。如果锯澍过程中产生钩着作用,则径向后角可增加至3°。
锯片的前斜角随齿形而变化,当采用D型或F型齿形时,前斜角在15°左右。硬质合金锯片采用了具前斜角的齿形参数,在进行斜向锯切或胶合板和单板锯切时,锯切面光滑。
在这种情况下,锯片的切向后角不应超过5°锯切时不易损坏刀刃的刃口。后斜角的选用应根据锯片的种类。一般硬质合金锯片是需要的,采用后角时应当有更大的齿强度,使用后角可以减少功率和降低材料进给力。后斜角一般为5~15°。
通常,锯齿拨料是把相邻两齿一左和一右交错拨弯的,这样锯齿齿背的方向,就一个向前,另一个向后,也是交替出现的。用这种方式拨料后,锯剖的木材较光滑,它的锯剖质量较未进行处理的为佳。
5.圆锯片的尺寸
瑞典标准(sls)对不同规格的圆锯片和硬质合金锯片的尺寸作出了规定。瑞典标准2370规定了各种圆锯片的直径、齿宽、齿数:锯片的齿距有:75;49:30:19;14和10毫米。
瑞典标准237I提供了横切圆锯片的规格。瑞典标准2372提供了纵向圆锯片的规格。
圆锯片的厚度尚未标准化,正常情况下,同锯片的厚度约为1毫米;小于切削刃口的宽度。圆锯片的周刃间隙约为0.5毫米(0.02英寸)。
在圆锯片的刃口过窄的情况下、周刃间隙约为0.46毫米(0.0182英寸)。在安装锯片时应当充分注意,它对切削质量有一定的影响。硬质合金锯片的厚度一般谠比普通圆锯厚,这对于高速切削圆锯来说,高速回转时具有较高的稳定性。硬质合金锯齿和锯片之间可用铜锌合金焊接,用这种焊接方法处理可获得较高的接着效应。
为了降低圆锯片的内应力,可以在锯身上开一些热胀间隙槽,槽的根部应带有小的针孔。在连续高速锯剖过程中,锯片会发热使其内应力升高,开了热胀间隙槽和针孔后,当锯片周边发热时,金属材料能自由收缩,尤其对连续锯剖用的圆锯具有更大的效果。硬质合金锯片的外形有热胀间隙槽和针孔(见图5-6)。
 6.硬质合金锯片钢的等级
6.硬质合金锯片钢的等级
国际标准化协会(ISO)提出了各种硬质合金锯片及锯削加工机床的型号操作方法。它把硬质合金锯片按国际标准化协会的规定分成三个主要部分(见图5-7)。图中指出了硬质合金锯片的耐用性和韧性,这些特性均有所增长。在细木工工业中,硬质合金锯片显示出它具有良好的耐磨性。由图5-8,可见硬质合金锯片齿侧产生一定的典型的磨损。
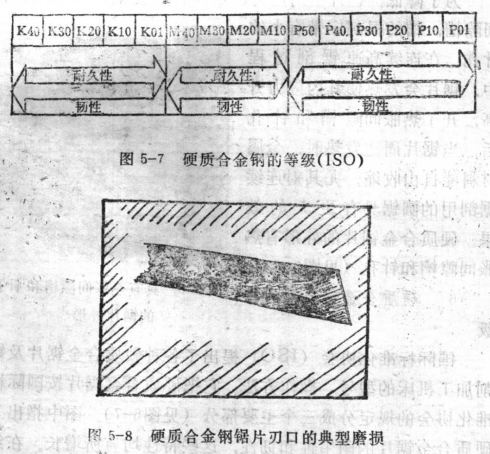 硬质合金钢的等级,可见图5-7所示。在图中K组中的钢材型号具有良好的耐磨性,为此可选用此类钢材作圆锯片使用。选用硬质合金钢的类别决定于锯片的用途和材料的工作性能。最值得注意的盛选再的硬质合金钢应有足够的韧性,锯齿刃口的耐磨性要高。韧性和刚度是选择硬质合金钢的种类时应当充分考虑的因素。在合金钢中加入一定量的钴,组成钴铬钨台金钢,是一种良好的强化锯齿材料。钴铬钨合金钢刀具的切削性能好。增加钴的含量可改善刀具的韧性,但耐久性较差。
硬质合金钢的等级,可见图5-7所示。在图中K组中的钢材型号具有良好的耐磨性,为此可选用此类钢材作圆锯片使用。选用硬质合金钢的类别决定于锯片的用途和材料的工作性能。最值得注意的盛选再的硬质合金钢应有足够的韧性,锯齿刃口的耐磨性要高。韧性和刚度是选择硬质合金钢的种类时应当充分考虑的因素。在合金钢中加入一定量的钴,组成钴铬钨台金钢,是一种良好的强化锯齿材料。钴铬钨合金钢刀具的切削性能好。增加钴的含量可改善刀具的韧性,但耐久性较差。
使用硬质合金钢锯片可有助于增加木工圆锯的工作稳定性。这对于推广使用稳定的机床是有利的。尤其是在没计中使用了硬质合金钢锯片后,不但可改善加工产品的质量,而且具有良好的经济效果。新型的硬质合金锯片适于在各种不同的锯剖条件下使用,从而促使硬质合金刀具在木材机械加工领域中具有更广阔的应用前景。
瑞典木材加工工业,最近几年来对家具生产进行了一些改革。其中主要的是对工厂的产品进行适当的调整,使产品能集中生产,以便使用一些高效率的设备,而且对成品的检验也较重视。由于这种原因,木工机械精度提高了,生产效率也较高。
家具和细木工工业中,对各种特殊结构的木工机床的需要量是增长的,使用合金刀具的数氧啦随之增加,因此,这类机床的潜在力是很大的。由于硬质合金钢刀具的耐久性好,它具有提高产品生产效率、降低单位产品成本的作用。
1.切削速度
事实上,老式木材加工机床的切削速度是固定不变的,不能随需要而调节。这类机床的切削速度一般低于47米/秒。如果采用硬质合金圆锯,则锯片的直径可以减小。在这种情况下,在使用老式锯机的时候,如果用硬质合金锯片代替普通的锯片,其切削速度可以降低,但与此同时,所花费的设备费却相应有所增加,因为硬质合金锯片的价格较普通锯片贵得多。
表5-1提供了各种不同木质人造板.针叶树和阔叶树成材的切削加工速度。每一类材料的切削加工速度均有一定范围,这要根据各种人造板或成材的树种、切削方式等因素来选择。在选择较高的切削速度时,还应当考虑机床有足够的稳定性、应保证不产生振动。如果齿的进刀最太小,则不利于切削加工,这是由于齿根部分仅仅起到了研磨的作用,其结果不但降低切削效率,而且锯齿的磨损相当严重。为了降低锯齿的磨损量,每个锯齿的进刀量直当增大,而齿根的研磨损耗,主要决定于被加工的材料种类。木材切削时,如果采用过高的进料速度,在切削过程中会产生一种很大的能量,这种能量转变成高热状态,使锯齿烧结炭化,切削锯齿的刃口将受到严重的损伤。因此,在木材切削加工时,选择切削速度是非常重要的因素。
2.进料速度
木材进行切削加工时,在标准要求的条件下,每个锯齿的进给量为0.05~0.30毫米(0.002~0.012英寸)。每个锯齿的进给量可按下式计算:
F=S×1000/n×Z
式中 F—每个锯齿的进给量 (毫米)
S—总的进给量 (米/分)
n—圆锯的转速 (转/分)
Z—每一个切面的工作齿数
3.圆锯片的安装高度
硬质含金锯片的标准钩角,通常是按照锯机最大工件厚度的尺寸来确定的,一般应超过最大工件高度10~15毫米(3/8~5/8英寸),
图5-4为列着材料一而的锯齿接触角的变化。随着最大材料厚度的变化,锯片的直径也是作相应变化的。从另一方面说,这种变化有可能影响到最终加工部分锯齿延伸量的变化。
一般说来.锯齿的延伸量过大时,对加工材料下部的损伤比较大,面材料的上部加工质量是较好的。降低锯齿的延伸量。则会产生相反的效果,即材料的上部易受损坏,而材料的下部损坏较小。
成型切削圆锯片,可给予一个短的切削轨迹来通过加工材料,这意味着进料时功率可以减少。从理论上讲,可以降低锯齿边缘的磨损量。而且,用这种方法加工的材料,切削面比较光滑,可获得较理想的锯剖效果。
4.圆锯片的齿角
硬质合金锯片的后角应保持在10~12°之间(见图5-5)。研究表明:增加后角不利于降低切削力,但对减少刃口的受力有一定的作用。锯片的齿尖角,一般不应低于45°,以保证锯片的强度。锯齿钩角决定于所要有的特殊切削特性、工作特性以及被加工材料的硬度。钩角值应在0~30°之间。具最大钩角的锯片用于锯解针叶树材,而有较小钩角的锯片用于木材裁断和齐边等方面。
锯片的切向后角。通常在3~4°之间。径向后角通常在1.5~2°。如果锯澍过程中产生钩着作用,则径向后角可增加至3°。
锯片的前斜角随齿形而变化,当采用D型或F型齿形时,前斜角在15°左右。硬质合金锯片采用了具前斜角的齿形参数,在进行斜向锯切或胶合板和单板锯切时,锯切面光滑。
在这种情况下,锯片的切向后角不应超过5°锯切时不易损坏刀刃的刃口。后斜角的选用应根据锯片的种类。一般硬质合金锯片是需要的,采用后角时应当有更大的齿强度,使用后角可以减少功率和降低材料进给力。后斜角一般为5~15°。
通常,锯齿拨料是把相邻两齿一左和一右交错拨弯的,这样锯齿齿背的方向,就一个向前,另一个向后,也是交替出现的。用这种方式拨料后,锯剖的木材较光滑,它的锯剖质量较未进行处理的为佳。
5.圆锯片的尺寸
瑞典标准(sls)对不同规格的圆锯片和硬质合金锯片的尺寸作出了规定。瑞典标准2370规定了各种圆锯片的直径、齿宽、齿数:锯片的齿距有:75;49:30:19;14和10毫米。
瑞典标准237I提供了横切圆锯片的规格。瑞典标准2372提供了纵向圆锯片的规格。
圆锯片的厚度尚未标准化,正常情况下,同锯片的厚度约为1毫米;小于切削刃口的宽度。圆锯片的周刃间隙约为0.5毫米(0.02英寸)。
在圆锯片的刃口过窄的情况下、周刃间隙约为0.46毫米(0.0182英寸)。在安装锯片时应当充分注意,它对切削质量有一定的影响。硬质合金锯片的厚度一般谠比普通圆锯厚,这对于高速切削圆锯来说,高速回转时具有较高的稳定性。硬质合金锯齿和锯片之间可用铜锌合金焊接,用这种焊接方法处理可获得较高的接着效应。
为了降低圆锯片的内应力,可以在锯身上开一些热胀间隙槽,槽的根部应带有小的针孔。在连续高速锯剖过程中,锯片会发热使其内应力升高,开了热胀间隙槽和针孔后,当锯片周边发热时,金属材料能自由收缩,尤其对连续锯剖用的圆锯具有更大的效果。硬质合金锯片的外形有热胀间隙槽和针孔(见图5-6)。
国际标准化协会(ISO)提出了各种硬质合金锯片及锯削加工机床的型号操作方法。它把硬质合金锯片按国际标准化协会的规定分成三个主要部分(见图5-7)。图中指出了硬质合金锯片的耐用性和韧性,这些特性均有所增长。在细木工工业中,硬质合金锯片显示出它具有良好的耐磨性。由图5-8,可见硬质合金锯片齿侧产生一定的典型的磨损。
使用硬质合金钢锯片可有助于增加木工圆锯的工作稳定性。这对于推广使用稳定的机床是有利的。尤其是在没计中使用了硬质合金钢锯片后,不但可改善加工产品的质量,而且具有良好的经济效果。新型的硬质合金锯片适于在各种不同的锯剖条件下使用,从而促使硬质合金刀具在木材机械加工领域中具有更广阔的应用前景。
- 上一篇:如何钎焊硬质合金刀具?
- 下一篇:硬质合金刀具的应用及其刃磨技术

