
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀具的刃磨和研磨
时间:2015-07-17 14:57:15来源:本站人气:2526
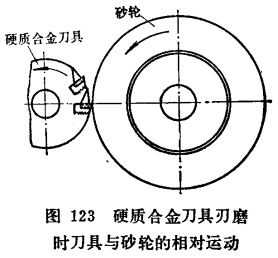
镶硬质合金刀片的复合刀具刃磨时,首先磨端面和外圆,磨削时要注意工具的旋转方向,应使切削力压向硬质合金刀片的支撑面,这样可以防止硬质合金刀片崩刃(见图123)。
 外圆和端面磨好后,就可以磨刀具的后刀面了。套装式刀具刃磨时可以装在带锥柄的刀杆上。后刀面的刃磨可以先按比规定后角大2°的角度磨出二次后角,这时磨去的主要是刀体上的碳钢部分,可以采用氧°化铝砂轮,然后再刃磨刃口处的主要后角,一般为8°左右。有了二次后角就可以使主要后角的宽度保持在1.5~2毫米,从而减少了研磨量。
外圆和端面磨好后,就可以磨刀具的后刀面了。套装式刀具刃磨时可以装在带锥柄的刀杆上。后刀面的刃磨可以先按比规定后角大2°的角度磨出二次后角,这时磨去的主要是刀体上的碳钢部分,可以采用氧°化铝砂轮,然后再刃磨刃口处的主要后角,一般为8°左右。有了二次后角就可以使主要后角的宽度保持在1.5~2毫米,从而减少了研磨量。
尖齿刀具通常刃磨后刀面,当用碗状砂轮刃磨主后面时,切湖刃应在低子刀具轴心线的位置(见图124a),当用平面砂轮刃磨时,刀刃应在低于砂轮中心线的位置(图124b),相错值A=D/2 sina
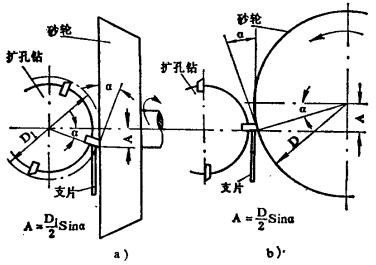
支片的位置应尽可能靠近刀片的切削刃,这样安装后,可以保证刃磨出规定的后角。
在主后面刃磨后,应刃磨过渡刃,刀具则应在水平面内相对于砂轮回转一个4°角。
刃磨后面时应采用碳化硅砂轮。刃磨刀具后角应保留一定的刃带宽度,以便控制刀具的同轴度偏差。刃带宽对不同刀具不梧同,有的设计图纸有具体要求,一般不应大予以05毫米。
刃磨之后应进行刀具的研磨,研磨不仅要研磨刀具的后刀面,某些情况下还需研磨前刀面,刀具的安装与刃磨相同。
前刀面的研磨是为了在刃口前面形成一条0.2~0.3毫米的倒棱9根据加工材料不同,这一宽度也不一样。后刀面的研磨主要是在1.5~2毫米宽度的主后角上进行。
研磨可以使用细粒度的碳化硅砂轮。
实践证明,最好用人造金刚石或立方氮化硼砂轮来刃磨硬质合金,不仅刃磨的质量高,而且砂轮的寿命长,生产率也比碳化硅砂轮高。国内外的经验都表明,硬质合金刀具的刃磨和研磨最好在电解磨床上进行,可以有效地防止刃磨中产生裂纹,这是硬质合金刀具刃磨中的最大问题。目前我国已经生产多种型号的电解磨床,但是大部分仅适合于刃磨车刀,尺寸和型谱还不配套。
尖齿刀具通常刃磨后刀面,当用碗状砂轮刃磨主后面时,切湖刃应在低子刀具轴心线的位置(见图124a),当用平面砂轮刃磨时,刀刃应在低于砂轮中心线的位置(图124b),相错值A=D/2 sina
支片的位置应尽可能靠近刀片的切削刃,这样安装后,可以保证刃磨出规定的后角。
在主后面刃磨后,应刃磨过渡刃,刀具则应在水平面内相对于砂轮回转一个4°角。
刃磨后面时应采用碳化硅砂轮。刃磨刀具后角应保留一定的刃带宽度,以便控制刀具的同轴度偏差。刃带宽对不同刀具不梧同,有的设计图纸有具体要求,一般不应大予以05毫米。
刃磨之后应进行刀具的研磨,研磨不仅要研磨刀具的后刀面,某些情况下还需研磨前刀面,刀具的安装与刃磨相同。
前刀面的研磨是为了在刃口前面形成一条0.2~0.3毫米的倒棱9根据加工材料不同,这一宽度也不一样。后刀面的研磨主要是在1.5~2毫米宽度的主后角上进行。
研磨可以使用细粒度的碳化硅砂轮。
实践证明,最好用人造金刚石或立方氮化硼砂轮来刃磨硬质合金,不仅刃磨的质量高,而且砂轮的寿命长,生产率也比碳化硅砂轮高。国内外的经验都表明,硬质合金刀具的刃磨和研磨最好在电解磨床上进行,可以有效地防止刃磨中产生裂纹,这是硬质合金刀具刃磨中的最大问题。目前我国已经生产多种型号的电解磨床,但是大部分仅适合于刃磨车刀,尺寸和型谱还不配套。
- 上一篇:硬质合金牌号的含义是什么?
- 下一篇:刀片的平装与立装

