
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金钻头有哪几种?各有什么特点?
时间:2015-07-24 17:19:31来源:本站人气:2632
为了提高钻削效率和钻头的耐用度,解决难切削材料的钻孔问题,研究出各种硬质合金钻头。硬质合金钻头的种类有:整体硬质合金钻头、三棱钻、四棱钻、镶焊硬质合金刀片的钻头、焊接整体硬质合金钻头、硬质合金枪钻等,如图5-22~图5-27所示。除此以外,还有可转位浅孔钻和喷吸钻,如图5-28、图5-29所示。
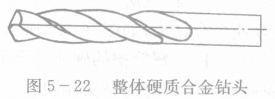 (1)整体硬质合金钻头,如图5-22所示。它大多采用抗弯强度较高的细颗粒硬质合金制造。几何参数与形状和标准麻花钻头相近似,钻削时排屑较好,广泛应用于小孔直径在十几毫米以下的钻削。
(1)整体硬质合金钻头,如图5-22所示。它大多采用抗弯强度较高的细颗粒硬质合金制造。几何参数与形状和标准麻花钻头相近似,钻削时排屑较好,广泛应用于小孔直径在十几毫米以下的钻削。
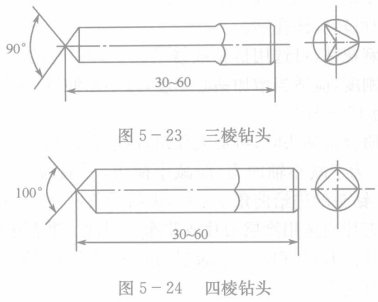
(2)三棱钻头和四棱钻头,如图5-23、图5-24所示。这两种钻头是用硬质合金圆棒料磨削而成的。其前角分别为γo=-30°和γo=-45°,后角分别为ao=30°和ao=45°,钻尖锋角为90°~10°,它们的结构简单,强度好,易于刃磨,主要用于钻淬火钢小孔。
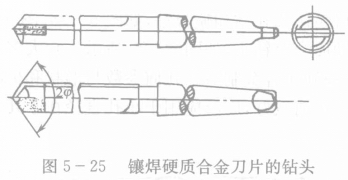
 (3)镶焊硬质合金刀片的钻头,如图5-25所示。它是在直槽或螺旋槽的合金钢导向部分的前端镶焊硬质合金刀片,大幅度地提高了钻头的硬度、耐磨性和耐热性。这种钻头特别适用于钻削铸铁、绝缘材料、玻璃、石质材料、高强度钢以及耐热钢等难切削材料。
(3)镶焊硬质合金刀片的钻头,如图5-25所示。它是在直槽或螺旋槽的合金钢导向部分的前端镶焊硬质合金刀片,大幅度地提高了钻头的硬度、耐磨性和耐热性。这种钻头特别适用于钻削铸铁、绝缘材料、玻璃、石质材料、高强度钢以及耐热钢等难切削材料。
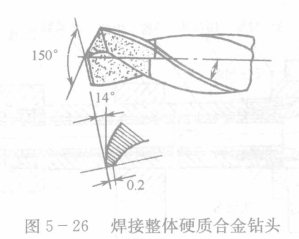
 (4)焊接整体硬质合金钻头,如图5-26所示。它是在螺旋形的导向部分前端,焊接一段带螺旋槽的硬质合金刃磨而成,其适用于钻削的范围与镶硬质合金刀片的钻头相同。
(4)焊接整体硬质合金钻头,如图5-26所示。它是在螺旋形的导向部分前端,焊接一段带螺旋槽的硬质合金刃磨而成,其适用于钻削的范围与镶硬质合金刀片的钻头相同。
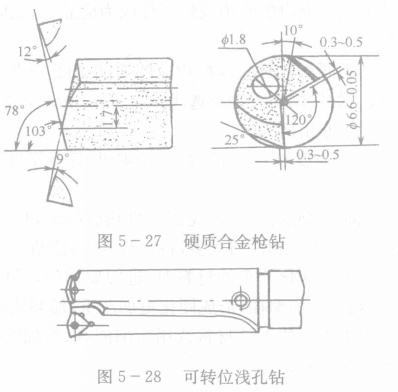
 (5)硬质合金枪钻,如图5-27所示。其切削部分为硬质合金,与钻杆焊接刃磨而成。钻削效率高,耐用度比高速钢枪钻高8倍~10倍,钻孔质量稳定,广泛应用于批量生产的工序中。
(5)硬质合金枪钻,如图5-27所示。其切削部分为硬质合金,与钻杆焊接刃磨而成。钻削效率高,耐用度比高速钢枪钻高8倍~10倍,钻孔质量稳定,广泛应用于批量生产的工序中。
(6)可转位浅孔钻,如图5-28所示。它是国外20世纪70年代研制成功的新型钻头,直径为φ28mm~φ76mm,分A型和B型两种。它切削平稳,排屑良好,冷却充分,使用方便,切削效率比高速钢钻头高4倍以上,适用于钻削普通材料和难切削材料。
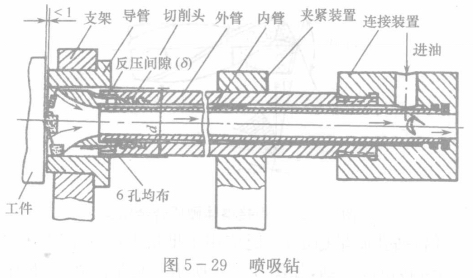
(7)喷吸钻,如图5-29所示。它是采用BTA的深孔钻,并在排屑系统中利用喷吸原理来改善排屑条件,用于车、钻、镗、铣等普通机床上,可以钻削长径比大于100的深孔。
(2)三棱钻头和四棱钻头,如图5-23、图5-24所示。这两种钻头是用硬质合金圆棒料磨削而成的。其前角分别为γo=-30°和γo=-45°,后角分别为ao=30°和ao=45°,钻尖锋角为90°~10°,它们的结构简单,强度好,易于刃磨,主要用于钻淬火钢小孔。
(6)可转位浅孔钻,如图5-28所示。它是国外20世纪70年代研制成功的新型钻头,直径为φ28mm~φ76mm,分A型和B型两种。它切削平稳,排屑良好,冷却充分,使用方便,切削效率比高速钢钻头高4倍以上,适用于钻削普通材料和难切削材料。
(7)喷吸钻,如图5-29所示。它是采用BTA的深孔钻,并在排屑系统中利用喷吸原理来改善排屑条件,用于车、钻、镗、铣等普通机床上,可以钻削长径比大于100的深孔。
- 上一篇:使用硬质合金小钻头钻孔应该注意哪些问题?
- 下一篇:硬质合金钻进参数的合理配合

