
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

取心式硬质合金钻头的制造
时间:2015-07-25 18:49:15来源:本站人气:2383
硬质合金钻头的制造工艺对钻头寿命和钻进速度有很大影响。要提高钻进效率,必须提高钻头的镶焊质量。硬质合金钻头的加工镶焊程序是:
(1)准备好钻头体,车圆,车螺纹,加工水口、水槽。
(2)将钻头体唇部划分出合金切削具的位置。其方法有:
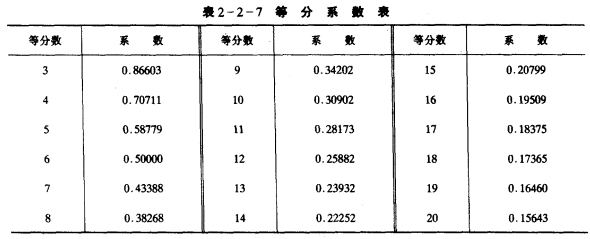
①以等分系数求算(图2-2-17),a为钻头直径(环状中心径),b为弧长。求出的此弧长,即是所镶合金切削具的距离。
即:b=uπ 式中u为等分系数(表2-2-7)
②采用样板标划分。实践证明采用各种规格的样板标,比较正确、方便,能迅速地将合金切削具的位置划好,划好后可用尖刃凿子打出记号,便于钻眼。
(3)开凿硬质合金切削具巢。镶柱合金时,先用钻床钻眼,然后将剩余的薄壁凿通(外刃从外壁凿通,内刃从内壁凿通),巢的深度应能使合金切削具嵌入后留出底刃的高度。镶薄片合金切削具时,则可用刨床加工。
(4)镶嵌合金片。将合金片洗净,压入合金槽,校正规格后,用凿子使合金周边的钢料将合金固定起来。镶嵌敲打合金时,不得用铁锤直接敲打。
(5)镶焊合金切削具。镶焊是钻头制造过程中最主要的工序。它直接影响钻头寿命。常用的方法有:
①氧焊法。如无氧焊,可用带鼓风的炭炉进行加热。焊枪的直径为2~6mm。加热前,应将钻头螺纹用石棉 图2-2-17等分系数求算图包好,合金则以水浸湿,撒上加热的硼砂粉末,再将钻头加热到硼砂熔点温度800℃,放上焊料(采用黄铜时,加热到900~950℃;采用电解铜时,加热至1100℃)。当焊料注满空隙时,即行取出,并放人干砂或木炭灰中缓缓冷却。
②铜液浸渍法。钭镶好的合金钻头浸入熔化的铜液中浸焊而成。这种方法适用于机厂成批制造钻头,方法简单,效率高,可以不用氧气,加热均匀,质量亦好。其生产过程是,将合金清洗干净嵌入钻头,再放在温度70~80℃的硼砂溶液中洗涤干净,在浸入铜液之前,应将钻头预热到200~300℃,熔化黄铜应使用铁坩锅或石墨坩锅,熔化时加10%的食盐,熔化后再加0.5kg氯化钡,搅拌1分钟,将表面熔渣清除(每焊100个钻头应清渣一次,大直径钻头更应勤清渣)。清渣后,必须增加一些食盐和氯化钡。浸焊过程中,铜液温度应保持在980~1000℃之间,使其有一定的流动性。铜液温度可用调节燃料(焦炭或柴油)及风量控制方法控制。为防止合金掉人铜液,在铜液表面以下16~20mm处放置一带孔钢板(托架)。浸入40秒钟后,缓慢提出,在空气中冷却。为了提高钻头质量,钻头的镶焊工作必须做到以下几点:一是合金镶焊具要镶焊得平整,镶好后必须用样板检查内、外出刃大小是否合格,用玻璃板试验底刃是否齐平。二是要焊得牢实,所有合金切削具周围的孔隙都应充满焊液,使合金焊接牢固,严格避免吹歪合金、鲳有砂眼、骤燃冷却、铜液过多等现象。
(6)钻头修磨。硬质合金钻头的修磨,应采用碳化硅砂轮进行,初磨时用30~40粒度的砂轮,精磨时用60~80粒度的砂轮。修磨时最好充分冷却。为了减轻砂轮磨损,砂轮圆周速度不得低于20~25m/s,砂轮磨损后仍应设法保持上述圆周速度。合金要修磨平整,所有合金的切削刃,都应整齐一致。
(1)准备好钻头体,车圆,车螺纹,加工水口、水槽。
(2)将钻头体唇部划分出合金切削具的位置。其方法有:
①以等分系数求算(图2-2-17),a为钻头直径(环状中心径),b为弧长。求出的此弧长,即是所镶合金切削具的距离。
即:b=uπ 式中u为等分系数(表2-2-7)
②采用样板标划分。实践证明采用各种规格的样板标,比较正确、方便,能迅速地将合金切削具的位置划好,划好后可用尖刃凿子打出记号,便于钻眼。
(3)开凿硬质合金切削具巢。镶柱合金时,先用钻床钻眼,然后将剩余的薄壁凿通(外刃从外壁凿通,内刃从内壁凿通),巢的深度应能使合金切削具嵌入后留出底刃的高度。镶薄片合金切削具时,则可用刨床加工。
(4)镶嵌合金片。将合金片洗净,压入合金槽,校正规格后,用凿子使合金周边的钢料将合金固定起来。镶嵌敲打合金时,不得用铁锤直接敲打。
(5)镶焊合金切削具。镶焊是钻头制造过程中最主要的工序。它直接影响钻头寿命。常用的方法有:
①氧焊法。如无氧焊,可用带鼓风的炭炉进行加热。焊枪的直径为2~6mm。加热前,应将钻头螺纹用石棉 图2-2-17等分系数求算图包好,合金则以水浸湿,撒上加热的硼砂粉末,再将钻头加热到硼砂熔点温度800℃,放上焊料(采用黄铜时,加热到900~950℃;采用电解铜时,加热至1100℃)。当焊料注满空隙时,即行取出,并放人干砂或木炭灰中缓缓冷却。
②铜液浸渍法。钭镶好的合金钻头浸入熔化的铜液中浸焊而成。这种方法适用于机厂成批制造钻头,方法简单,效率高,可以不用氧气,加热均匀,质量亦好。其生产过程是,将合金清洗干净嵌入钻头,再放在温度70~80℃的硼砂溶液中洗涤干净,在浸入铜液之前,应将钻头预热到200~300℃,熔化黄铜应使用铁坩锅或石墨坩锅,熔化时加10%的食盐,熔化后再加0.5kg氯化钡,搅拌1分钟,将表面熔渣清除(每焊100个钻头应清渣一次,大直径钻头更应勤清渣)。清渣后,必须增加一些食盐和氯化钡。浸焊过程中,铜液温度应保持在980~1000℃之间,使其有一定的流动性。铜液温度可用调节燃料(焦炭或柴油)及风量控制方法控制。为防止合金掉人铜液,在铜液表面以下16~20mm处放置一带孔钢板(托架)。浸入40秒钟后,缓慢提出,在空气中冷却。为了提高钻头质量,钻头的镶焊工作必须做到以下几点:一是合金镶焊具要镶焊得平整,镶好后必须用样板检查内、外出刃大小是否合格,用玻璃板试验底刃是否齐平。二是要焊得牢实,所有合金切削具周围的孔隙都应充满焊液,使合金焊接牢固,严格避免吹歪合金、鲳有砂眼、骤燃冷却、铜液过多等现象。
(6)钻头修磨。硬质合金钻头的修磨,应采用碳化硅砂轮进行,初磨时用30~40粒度的砂轮,精磨时用60~80粒度的砂轮。修磨时最好充分冷却。为了减轻砂轮磨损,砂轮圆周速度不得低于20~25m/s,砂轮磨损后仍应设法保持上述圆周速度。合金要修磨平整,所有合金的切削刃,都应整齐一致。
- 上一篇:取心式硬质合金钻头的分类
- 下一篇:硬质合金钻头制作镶焊工艺

