
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

针状硬质合金钻头的特点和制造工艺
时间:2015-07-25 22:43:24来源:本站人气:2600
(一)钻头的基本结构和特点
针状硬质合金钻头是把烧结好的针状合金块镶焊到空白钻头上而制成。由针状合金、胎体和钻头体三部分构成,其基本结构如图6-20所示。
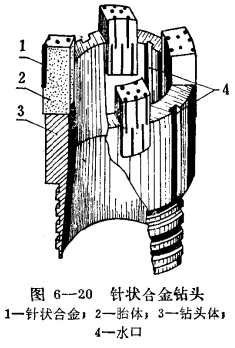 1.针状合金部分:即所谓硬质点,它装镶在胎体之中,是钻头的刃部,是克取岩石的主要部位。
1.针状合金部分:即所谓硬质点,它装镶在胎体之中,是钻头的刃部,是克取岩石的主要部位。
2.胎体。是包镶针状合金的一种假合金块,亦称胎块。胎体是用粉末冶金法制造的。制造胎体是钻头的关键。
3.钻头体:是钻头的钢体部分,胎体镶焊在钻头体上。
针状合金钻头与普通合金钻头相比,有三个显著特点:
(1).多刃:由于采用针状合金作硬质点,这些点均匀分布在钻头唇部,所以较普通合金钻头锋刃多。钻进时,岩石有较多的自由面,因而有利于钻头克取岩石,岩石在多刃的作用下成体积破碎,故钻速较高,并能钻进普通合金钻头难以钻进的较硬地层。
(2).“自磨出刃”:由于采用粉末冶金法制造胎体,钻进中,胎体随着针状合金的不断磨耗而相应磨耗,形成“自磨出刃”,而且钻头唇面积始终不变,直到包镶的针状合金磨完为止。与普通合金钻头相比,钻头刃部不存在“磨钝”的问题,故钻速稳定,钻头寿命长。
(3).舍金不易崩落:针状合金被胎体牢固包镶,钻进中合金始终保持微露,故不易崩落,保证了钻头有效地克取岩石。
(二)钻头的制造工艺
1.针状合金块的加工
(1)原料
针状合金一日前使用的针状合金牌号有YG8、YG6、YG4C、YA6等;抗弯强度在140公斤/毫米2以上,硬度HRA大于88。针状合金直径1.8~2.2毫米,对于研磨性大的岩层,可以采用较粗的合金(φ2.5以内)。针状合金长度以1O~16毫米为宜,钻头的外径与内径采用长12~16毫米的合金(有利于保径),钻头唇面中间采用长10~12毫米的合金。
胎体料一是用铁粉、铜粉、硬脂酸锌等粉末原料均匀混合而成。铁粉在胎体中起骨架作用。铜为粘结金属,烧结时除了将铗粉颗粒连接在一起,并能很好地焊接住针状合金。硬脂酸锌是润滑荆,能提高胎体压制成型性能。胎体配方目前主要用的是两种(见表6-9):1号胎体配方的物理机械性能较好,但用铜量较大;2号配方经野外使用也完全符合要求。
 (2)设备:
(2)设备:
烧结法制造针状合金块的设备主要有两大件:一为50吨的压力机或冲床;二为20千伏安的烧结炉(二带钼丝炉或矽碳棒电炉)。此外,还需球磨混料、制作保护气体等辅助设备。
(3)工艺流程
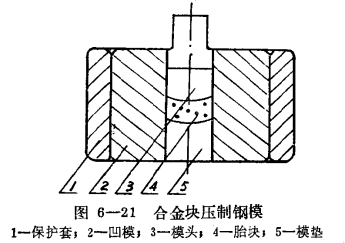
配料→混料(球磨混料4小时,球料比为3:1)→针状合金摆装→在钢模中冷压成型,见图6-21,(压制压力5吨/厘米2,压制密度6.5克/厘米3)→装舟→烧结(1150℃~1200℃)→成品检查→包装出厂。
 2.钻头的组装
2.钻头的组装
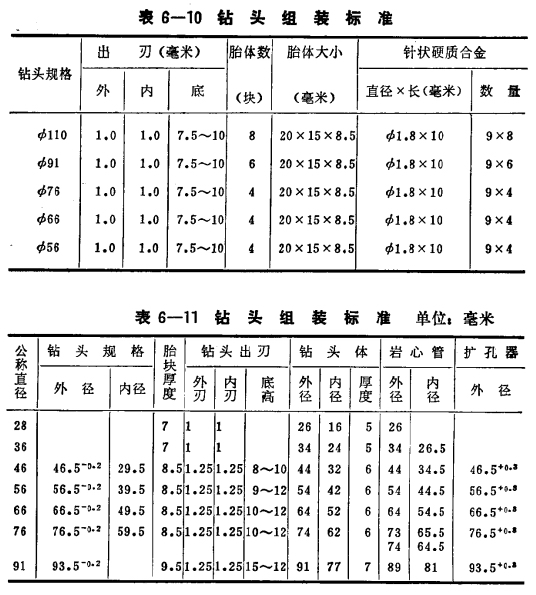
按照不同口径将胎体与钻头体进行组装和镶焊,河南省地质局用的钻头组装的暂时标准如表6-10所示。北京粉末冶金研究所根据配套钻进的需要建议采用表6-11所示的钻头11径系列和具体配套尺寸。
在进行钻头组装时,应注意下面几个问题。
(1)钻头体上镶嵌胎块的槽,可以在铣床、冲床或刨床上加工,其宽度应与胎体宽吻合,不需保留任何间隙。
(2)要将厚度一样的胎块组装在同一钻头上,要保持各胎体内外径的一致,否则将造成内外径过快的磨损,降低钻头的寿命。为了达到内外径一致的目的,应采用芯子定位镶牢再焊的方法。
(3)认真测量钻头的外径,将外径误差控制在0.3毫米以内。
(4)焊温要控制在930℃~1100℃之间,喷枪火焰不要直接对着胎体,以免破坏胎体的结构和性能。
针状硬质合金钻头是把烧结好的针状合金块镶焊到空白钻头上而制成。由针状合金、胎体和钻头体三部分构成,其基本结构如图6-20所示。
2.胎体。是包镶针状合金的一种假合金块,亦称胎块。胎体是用粉末冶金法制造的。制造胎体是钻头的关键。
3.钻头体:是钻头的钢体部分,胎体镶焊在钻头体上。
针状合金钻头与普通合金钻头相比,有三个显著特点:
(1).多刃:由于采用针状合金作硬质点,这些点均匀分布在钻头唇部,所以较普通合金钻头锋刃多。钻进时,岩石有较多的自由面,因而有利于钻头克取岩石,岩石在多刃的作用下成体积破碎,故钻速较高,并能钻进普通合金钻头难以钻进的较硬地层。
(2).“自磨出刃”:由于采用粉末冶金法制造胎体,钻进中,胎体随着针状合金的不断磨耗而相应磨耗,形成“自磨出刃”,而且钻头唇面积始终不变,直到包镶的针状合金磨完为止。与普通合金钻头相比,钻头刃部不存在“磨钝”的问题,故钻速稳定,钻头寿命长。
(3).舍金不易崩落:针状合金被胎体牢固包镶,钻进中合金始终保持微露,故不易崩落,保证了钻头有效地克取岩石。
(二)钻头的制造工艺
1.针状合金块的加工
(1)原料
针状合金一日前使用的针状合金牌号有YG8、YG6、YG4C、YA6等;抗弯强度在140公斤/毫米2以上,硬度HRA大于88。针状合金直径1.8~2.2毫米,对于研磨性大的岩层,可以采用较粗的合金(φ2.5以内)。针状合金长度以1O~16毫米为宜,钻头的外径与内径采用长12~16毫米的合金(有利于保径),钻头唇面中间采用长10~12毫米的合金。
胎体料一是用铁粉、铜粉、硬脂酸锌等粉末原料均匀混合而成。铁粉在胎体中起骨架作用。铜为粘结金属,烧结时除了将铗粉颗粒连接在一起,并能很好地焊接住针状合金。硬脂酸锌是润滑荆,能提高胎体压制成型性能。胎体配方目前主要用的是两种(见表6-9):1号胎体配方的物理机械性能较好,但用铜量较大;2号配方经野外使用也完全符合要求。
烧结法制造针状合金块的设备主要有两大件:一为50吨的压力机或冲床;二为20千伏安的烧结炉(二带钼丝炉或矽碳棒电炉)。此外,还需球磨混料、制作保护气体等辅助设备。
(3)工艺流程
配料→混料(球磨混料4小时,球料比为3:1)→针状合金摆装→在钢模中冷压成型,见图6-21,(压制压力5吨/厘米2,压制密度6.5克/厘米3)→装舟→烧结(1150℃~1200℃)→成品检查→包装出厂。
按照不同口径将胎体与钻头体进行组装和镶焊,河南省地质局用的钻头组装的暂时标准如表6-10所示。北京粉末冶金研究所根据配套钻进的需要建议采用表6-11所示的钻头11径系列和具体配套尺寸。
(1)钻头体上镶嵌胎块的槽,可以在铣床、冲床或刨床上加工,其宽度应与胎体宽吻合,不需保留任何间隙。
(2)要将厚度一样的胎块组装在同一钻头上,要保持各胎体内外径的一致,否则将造成内外径过快的磨损,降低钻头的寿命。为了达到内外径一致的目的,应采用芯子定位镶牢再焊的方法。
(3)认真测量钻头的外径,将外径误差控制在0.3毫米以内。
(4)焊温要控制在930℃~1100℃之间,喷枪火焰不要直接对着胎体,以免破坏胎体的结构和性能。
- 上一篇:取心式硬质合金钻头
- 下一篇:地质勘探用的硬质合金钻头

