
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

无横刃硬质合金钻头
时间:2015-08-02 09:20:36来源:本站人气:2719
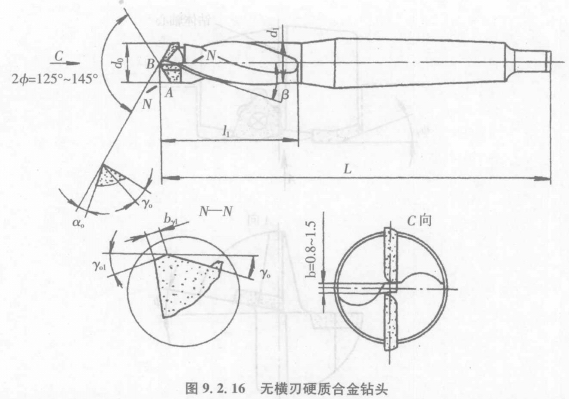
1)无横刃硬质合金钻头的结构如图9.2.16所示。无横刃硬质合金钻头的外形与标准高速钢麻花钻相似,在合金钢钻体上开出螺旋槽,其螺旋角比标准麻花钻略小(β=20°),钻心直径略粗,在钻体顶部焊有两块韧性好、抗粘结性强的硬质合金刀片,两块刀片在钻头轴心处留有b=0.8~1.5mm的间隙。为了保证钻尖的强度,在靠近钻头轴心处的两块刀片切削刃应磨成圆弧或折线,而不靠近钻头轴心处的两块刀片切削刃应磨成直线;圆弧刃或折线刃B处前角γoB=18°~20°,直线刃A处前角为γoA=25°~28°,在切削刃上磨出一定宽度的倒棱br1,以改善刃口的强度和散热条件;在前面处开出断屑台,以利于断屑排屑;两条切削刃所形成的顶角为2φ=125°~145°,硬质合金刀片外缘处留有刃带,而合金钢钻体直径比硬质合金刀片外缘直径小,从而减少了钻削时无横刃硬质合金钻头与孔壁的摩擦。
 2)无横刃硬质合金钻头的特点
2)无横刃硬质合金钻头的特点
(1)轴向力降低。由于无横刃且各段切削刃处前角均为正值,大大改善了钻削条件,使轴向力明显减小,如钻削45钢时,其轴向力比标准麻花钻降低了34%~45%。
(2)切削速度提高。其切削速度达到1~1.5m/s,是高速钢麻花钻的2~5倍,使生产率提高。
(3)刀具磨损小。由于刀具采用了硬质合金材料,且有较合理的几何参数,所以,刀具磨损显著减缓。如钻100件45钢工件,如用高速钢麻花钻加工:后面磨损量VB=0.9~1.2mm,而用无横刃硬质合金钻头钻削,后面磨损量VB=0.1~0.2mm。
(4)加工质量提高。由于刀具无横刃,切削刃上前角分布趋向合理,刃带与孔壁接触面积减小,所以能使工件加工质量提高。
(5)刀具制造复杂。对硬质合金刀片的焊接要求高。另外,刀具仅适合在工艺系统刚性好的条件下进行钻削。
(1)轴向力降低。由于无横刃且各段切削刃处前角均为正值,大大改善了钻削条件,使轴向力明显减小,如钻削45钢时,其轴向力比标准麻花钻降低了34%~45%。
(2)切削速度提高。其切削速度达到1~1.5m/s,是高速钢麻花钻的2~5倍,使生产率提高。
(3)刀具磨损小。由于刀具采用了硬质合金材料,且有较合理的几何参数,所以,刀具磨损显著减缓。如钻100件45钢工件,如用高速钢麻花钻加工:后面磨损量VB=0.9~1.2mm,而用无横刃硬质合金钻头钻削,后面磨损量VB=0.1~0.2mm。
(4)加工质量提高。由于刀具无横刃,切削刃上前角分布趋向合理,刃带与孔壁接触面积减小,所以能使工件加工质量提高。
(5)刀具制造复杂。对硬质合金刀片的焊接要求高。另外,刀具仅适合在工艺系统刚性好的条件下进行钻削。
- 上一篇:硬质合金可转位浅孔钻
- 下一篇:可转位硬质合金钻头

