手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

可转位硬质合金钻头
时间:2015-07-31 16:47:26来源:本站人气:2718
图5-5所示可转位硬质合金钻头,其刀体前端装有两片带孔带后角的凸三边形刀片。一个刀片位于钻头中心,称为内刀片;一个刀片位于钻头外缘,称为外刀片。两片刀片材质不同,应根据工件材料和材料硬度高低进行选择。钻削一般碳素钢工件时,内刀片用YG类硬质合金,外刀片用YT(如 YT15)类硬质合金。内外刀片不能互换,因为外刀片切削速度高,要求刀片耐磨,即硬度要高些;内刀片切削速度低,要求刀片强度高些。应根据加工材料和硬度等热处理状态选择不同的内外刀片材质。刀片用沉头螺钉夹紧在刀体上。
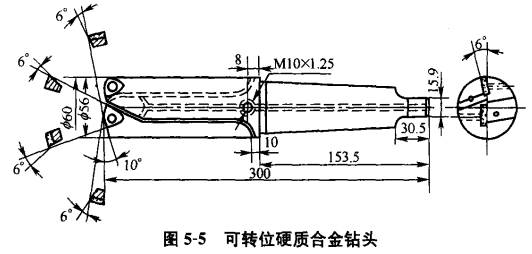 该钻头采用内冷却方式。钻削过程中,切削液由钻头芯部的孔流入,经靠近钻头前端部的“Y”字形孔流出,在一定的压力下,切削液喷向两个刀片的前刀面上。切削液即起冷却作用,又可将碎卷状切屑沿排屑槽冲走。钻孔时的切削液要充足,压力0.15~0.2MPa,一般采用机床上的冷却系统即可。
该钻头采用内冷却方式。钻削过程中,切削液由钻头芯部的孔流入,经靠近钻头前端部的“Y”字形孔流出,在一定的压力下,切削液喷向两个刀片的前刀面上。切削液即起冷却作用,又可将碎卷状切屑沿排屑槽冲走。钻孔时的切削液要充足,压力0.15~0.2MPa,一般采用机床上的冷却系统即可。
制作和使用该钻头还应把握好以下几个方面:
①由于采用内外刀片分屑方式,因而两刀刃的衔接处应有一个合理的搭接量(搭接量可选为,4mm),此值的大小还需保证当刀片转位后,切削刃应完好进行切削。刀片厚度可选择3~5mm。
②为保证钻削时的定心性及切削平稳,两个刀片的配置角度要合适。根据内外切削刃产生的切削力应平衡的原理,两切削刃应偏转一个角度,本钻头的外刀片切削刃偏转角度为6。。
③刀片形状可选四边形或三角形刀片。刀片在刀体上的夹紧可采用沉头螺钉(利用三角形刀片本身的沉头孔)式夹紧,也可用压板式夹紧。凸三边形刀片,前刀面上带有多个坑状断屑槽,切削性能良好,尤其是断屑可靠,切屑成碎卷状,易于排屑和清理。
排屑槽为直槽,外排屑,排屑空间大。
④可转位钻头切削速度高,刀体芯部钻有冷却孔,因而钻芯直径d应适当取大些,d≈0.35D(D为钻孔直径)。
⑤刀体材料为45钢或40Cr,调质硬度255~290HB,尾部锥柄尺寸应与机床有关连接部位一致。
⑥刀具几何参数如下:前角γ=0°,后角a=6°,刃倾角λ=0°。
⑦为了保证一定的容屑空间(尤其加工孔径比较大的孔),钻头切削部分长度一般为孔径与孔深之和。
使用时,钻头可直接装卡在车床尾座上使用。机床要有足够的刚性,尾座与主轴的同轴度要好,否则由于振动,硬质合金刀片会损坏。该钻头若在摇臂钻床主轴上使用,必须使用专用卡头。
另外,被加工件端面应平整,保证在开始钻削时不会产生歪斜。钻头刚接触及快钻出工件时,进给应缓慢。若手动进给应均匀,机动进给量一般为ƒ=0.06~0.15mm/r。
图5-6和图5-7所示是又一种形式的硬质合金可转位钻头,它们分别是直柄和锥柄的尾部。
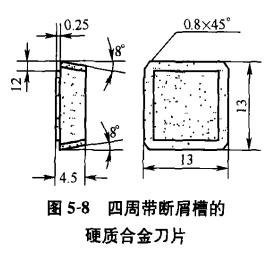
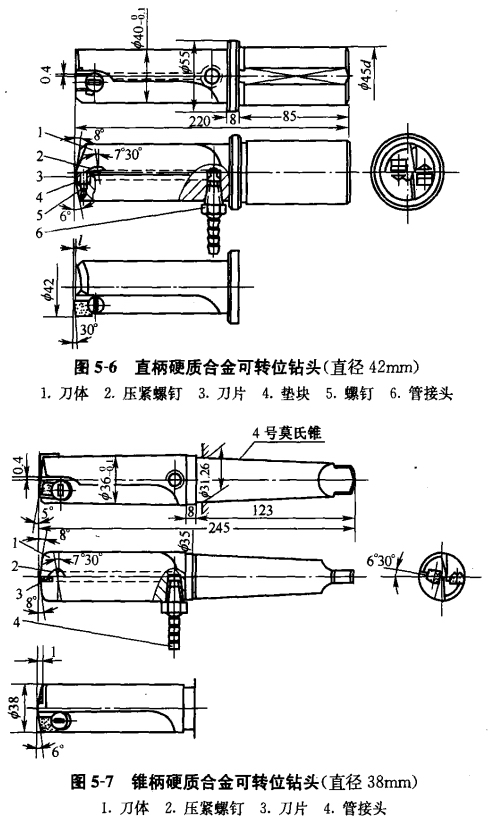 该钻头采用两块同一规格、形状相同的硬质合金刀片。为了防止切屑堵塞,在保证刀片有足够强度的前提下,在刀片四周磨有如图5-8所示的断屑槽,两个刀片各,自形成切削刃,同时进行切削,在切削45钢、65Mn钢、工具钢等材料时,断屑良好。对该刀片的要求是:对应两面的平行度允差为0.02mm,正方形允差为0.02mm,各刃口不许有锯齿、裂纹等缺陷,刀片表面粗糙度全部低于Ra0.8μm。
该钻头采用两块同一规格、形状相同的硬质合金刀片。为了防止切屑堵塞,在保证刀片有足够强度的前提下,在刀片四周磨有如图5-8所示的断屑槽,两个刀片各,自形成切削刃,同时进行切削,在切削45钢、65Mn钢、工具钢等材料时,断屑良好。对该刀片的要求是:对应两面的平行度允差为0.02mm,正方形允差为0.02mm,各刃口不许有锯齿、裂纹等缺陷,刀片表面粗糙度全部低于Ra0.8μm。
 刀片的安装位置应注意切削力的平衡。凡切削力平衡,钻出的孔径和钻头实际尺寸相符,切削稳定;反之孔径变大或变小,孔偏斜,振动严重。图5-7所示,中刃刀片与水平方向倾斜6°30',就是为平衡切削力,该角度随钻头直径及刀片配置不同而异。
刀片的安装位置应注意切削力的平衡。凡切削力平衡,钻出的孔径和钻头实际尺寸相符,切削稳定;反之孔径变大或变小,孔偏斜,振动严重。图5-7所示,中刃刀片与水平方向倾斜6°30',就是为平衡切削力,该角度随钻头直径及刀片配置不同而异。
刀片3压紧螺钉2的压紧方向与轴线倾斜7°30'。刀片下部装有垫块,刀片损坏时保护刀体。是否加装刀垫应首先考虑钻头的刚性,如钻头直径过小,加装刀垫后会降低刀体的整体刚性.这时可不加刀垫。
钻削时的切削液,由机床冷却泵通过钻头中的冷却液孔供给,切削铸铁时可不用。
钻头的尺寸规格,根据具体情况可有φ37,φ38,φ40,φ42,φ45,φ47六种规格。
钻孔中,所使用的机床设备,要求有足够的刚性和功率,这种钻头在卧式镗床、半自动转塔车床和车床上均能稳定切削。
制作和使用该钻头还应把握好以下几个方面:
①由于采用内外刀片分屑方式,因而两刀刃的衔接处应有一个合理的搭接量(搭接量可选为,4mm),此值的大小还需保证当刀片转位后,切削刃应完好进行切削。刀片厚度可选择3~5mm。
②为保证钻削时的定心性及切削平稳,两个刀片的配置角度要合适。根据内外切削刃产生的切削力应平衡的原理,两切削刃应偏转一个角度,本钻头的外刀片切削刃偏转角度为6。。
③刀片形状可选四边形或三角形刀片。刀片在刀体上的夹紧可采用沉头螺钉(利用三角形刀片本身的沉头孔)式夹紧,也可用压板式夹紧。凸三边形刀片,前刀面上带有多个坑状断屑槽,切削性能良好,尤其是断屑可靠,切屑成碎卷状,易于排屑和清理。
排屑槽为直槽,外排屑,排屑空间大。
④可转位钻头切削速度高,刀体芯部钻有冷却孔,因而钻芯直径d应适当取大些,d≈0.35D(D为钻孔直径)。
⑤刀体材料为45钢或40Cr,调质硬度255~290HB,尾部锥柄尺寸应与机床有关连接部位一致。
⑥刀具几何参数如下:前角γ=0°,后角a=6°,刃倾角λ=0°。
⑦为了保证一定的容屑空间(尤其加工孔径比较大的孔),钻头切削部分长度一般为孔径与孔深之和。
使用时,钻头可直接装卡在车床尾座上使用。机床要有足够的刚性,尾座与主轴的同轴度要好,否则由于振动,硬质合金刀片会损坏。该钻头若在摇臂钻床主轴上使用,必须使用专用卡头。
另外,被加工件端面应平整,保证在开始钻削时不会产生歪斜。钻头刚接触及快钻出工件时,进给应缓慢。若手动进给应均匀,机动进给量一般为ƒ=0.06~0.15mm/r。
图5-6和图5-7所示是又一种形式的硬质合金可转位钻头,它们分别是直柄和锥柄的尾部。
刀片3压紧螺钉2的压紧方向与轴线倾斜7°30'。刀片下部装有垫块,刀片损坏时保护刀体。是否加装刀垫应首先考虑钻头的刚性,如钻头直径过小,加装刀垫后会降低刀体的整体刚性.这时可不加刀垫。
钻削时的切削液,由机床冷却泵通过钻头中的冷却液孔供给,切削铸铁时可不用。
钻头的尺寸规格,根据具体情况可有φ37,φ38,φ40,φ42,φ45,φ47六种规格。
钻孔中,所使用的机床设备,要求有足够的刚性和功率,这种钻头在卧式镗床、半自动转塔车床和车床上均能稳定切削。
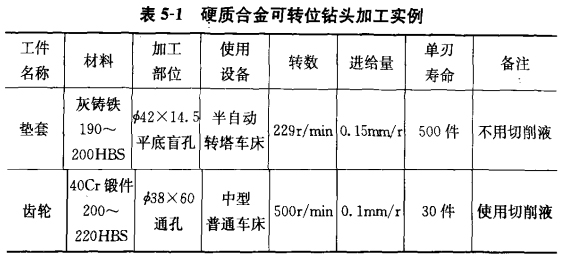
该钻头使用情况举例见表5-1。