
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

焊接式硬质合金钻头
时间:2015-07-31 15:50:30来源:本站人气:2687
硬质合金钻头的结构形式也很多,下面举实例进行介绍。
图5-1所示的硬质合金钻头适用于钻削高锰钢工件。它的前半部分刚性较好。前角γ=0°~5°,后角a=10°~15°,横刃斜角φ=77°;修磨横刃b:钻头直径D=16~18mm,b=1.2mm;D=20~22mm,b=1.5mm;D=24~30mm,b=1.8~2mm。采用YG8硬质合金刀片,焊装斜角为6°,以增大刀片部分的倒锥。使用时,用油石将切削刃处研磨光洁。
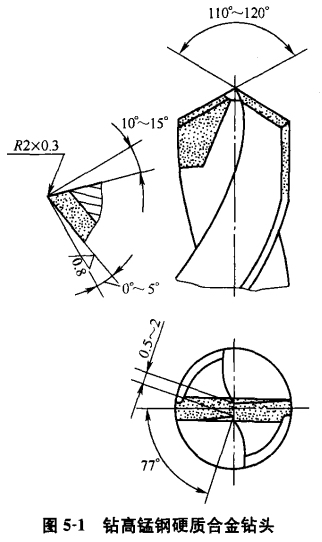 图5-2所示是又一种形式的硬质合金钻头。在刀片上副切削刃处磨出1:10的倒锥,可减少钻头与已加工孔壁的摩擦,以减少热量。钻头的锋角2φ=90°,以代替普通钻头的2φ=118°这样,在相同的切削厚度和相等的负荷之下,可使进给量增加。钻头锋角的减少,会使钻头切人长度增加。经验证明,当加工长度等于钻头直径的0.62倍时,采用2φ=90°的硬质合金钻头对钻削是很有利的。这种钻头如果和高速钢钻头比较,切削用量可提高4倍,使用寿命可提高10倍左右。
图5-2所示是又一种形式的硬质合金钻头。在刀片上副切削刃处磨出1:10的倒锥,可减少钻头与已加工孔壁的摩擦,以减少热量。钻头的锋角2φ=90°,以代替普通钻头的2φ=118°这样,在相同的切削厚度和相等的负荷之下,可使进给量增加。钻头锋角的减少,会使钻头切人长度增加。经验证明,当加工长度等于钻头直径的0.62倍时,采用2φ=90°的硬质合金钻头对钻削是很有利的。这种钻头如果和高速钢钻头比较,切削用量可提高4倍,使用寿命可提高10倍左右。
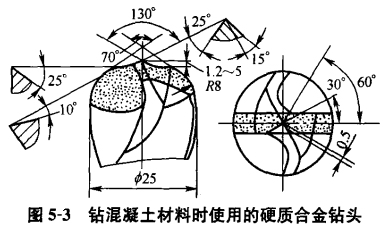
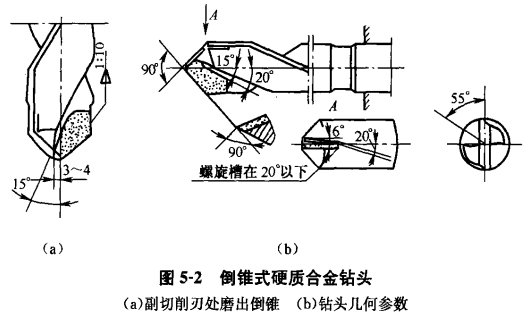 图5-3所示为钻混凝土材料时使用的一种钻头,其切削刃部分为YG8硬质合金刀片焊接后磨砺而成。
图5-3所示为钻混凝土材料时使用的一种钻头,其切削刃部分为YG8硬质合金刀片焊接后磨砺而成。
 刃磨以上焊接式硬质合金钻头的基本方法,与刃磨高速钢钻头时大体相同。
刃磨以上焊接式硬质合金钻头的基本方法,与刃磨高速钢钻头时大体相同。
此外,还有许多种特殊结构形式的硬质合金钻头,如图5-4所示的无横刃硬质合金钻头,是国外一家金属公司研制的。钻头刀体上的螺旋角为30°,材料是合金钢,它将磨成形的硬质合金刀片焊在刀体上。钻头外侧前角为20°,中心处前角为10°。钻头中心处有0.5~1mm深的凹洼部,无横刃,为此钻芯处是靠淬硬刀体挤压切削来完成。在圆周的棱上有0.15~0.4mm的棱刃宽度,倒棱角度为-30°,钻顶角为140°,用Y形油孔冷却。钻头规格为φ9.5~φ30.5mm,适于加工长径比小于5的孔。试验表明,该钻头的轴向力小,生产率高,切削速度可达30~150m/min,进给量为0.1~0.8mm/r。
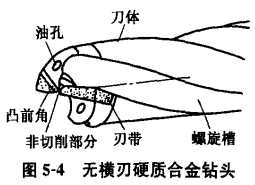
图5-1所示的硬质合金钻头适用于钻削高锰钢工件。它的前半部分刚性较好。前角γ=0°~5°,后角a=10°~15°,横刃斜角φ=77°;修磨横刃b:钻头直径D=16~18mm,b=1.2mm;D=20~22mm,b=1.5mm;D=24~30mm,b=1.8~2mm。采用YG8硬质合金刀片,焊装斜角为6°,以增大刀片部分的倒锥。使用时,用油石将切削刃处研磨光洁。
此外,还有许多种特殊结构形式的硬质合金钻头,如图5-4所示的无横刃硬质合金钻头,是国外一家金属公司研制的。钻头刀体上的螺旋角为30°,材料是合金钢,它将磨成形的硬质合金刀片焊在刀体上。钻头外侧前角为20°,中心处前角为10°。钻头中心处有0.5~1mm深的凹洼部,无横刃,为此钻芯处是靠淬硬刀体挤压切削来完成。在圆周的棱上有0.15~0.4mm的棱刃宽度,倒棱角度为-30°,钻顶角为140°,用Y形油孔冷却。钻头规格为φ9.5~φ30.5mm,适于加工长径比小于5的孔。试验表明,该钻头的轴向力小,生产率高,切削速度可达30~150m/min,进给量为0.1~0.8mm/r。
- 上一篇:可转位硬质合金钻头
- 下一篇:硬质合金钻头结构参数

