
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

台阶式复合硬质合金钻头
时间:2015-08-06 18:52:51来源:本站人气:2618
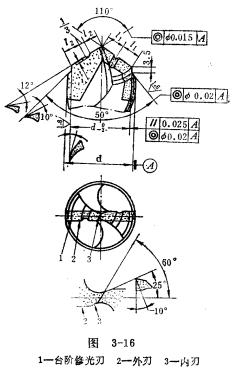
图3-16所示是一种台阶式复合硬质合金钻头,其本体材料为9SiCr合金工具钢或W18Cr 4V高速工具钢,切削部分材料为硬质合金,加工钢件时用YT15,加工铸铁时用YG6。此钻头的特点是:具有一尖三刃,可使定心稳定,钻削轻快顺利,轴向抗力小;钻头外缘处磨成台阶刃,这样主切削刃起先导钻削和导向作用,台阶刃起扩铰、修光作用;两主切削刃上的对称断届槽能保汪断屑稳定,改善排屑状况,减少切屑对孔壁的挤擦;修窄棱边,增大刃带副后角,减少刃带与孔照的摩擦。
 用这种钻头进行钻孔,表面粗糙度可达R41.26μm,用于扩孔,表面粗糙度可达R40.17μm。
用这种钻头进行钻孔,表面粗糙度可达R41.26μm,用于扩孔,表面粗糙度可达R40.17μm。
刃磨要点和方法:
1)该钻头磨台阶刃是关键,可在工具磨床上进行。操作时,应把钻头莫氏锥柄擦净装入机床主轴锥孔内,用百分表校正棱边刃带和主切削刃将砂轮磨头调至相应角度后即可进行刃磨。磨时进刀要均匀,并注意台阶刃和棱边外圆的形位公差,保证两修光刃对称。
2)台阶切削刃后角和修光刃后角可手工刃磨,须在修整后的精磨砂轮上进行,但不要磨掉台阶刃前刀面和主刃口。刃磨后要用粒度较细的精磨油石,把修光刃后面研至Rc0.80μm。
3)磨外刃时,磨削点略高于砂轮水平中心,钻尾摆动不得高出水平面,以防磨成负前角;外刃后角不要磨得太大。
4)磨断削槽时注意槽距、槽宽及两断屑槽的对称性。
5)磨横刃时,要防止钻芯过薄和注意横刃宽度,要保证内刃前角、内力斜角和横刃斜角。
6)修磨棱边刃带时,横拿砧头,使其轴线与砂轮母线接近平行,随后轻微地上下移动锚头,吃刀不要太深,把副切削刃修窄。
7)刃磨后,要用专用卡板、万能角度尺和百分表进行检验。主切削刃和台阶刃如不对称,可先用粒度较粗的油石修磨至对称为止,再用精磨油石研光。并适当倒棱,以提高切削刃强度。
使用该钻头钻孔时,采用清洁乳化液冷却,流量充足宜8~101/mm。要求高的孔可加煤油、矿物油冷却。
刃磨要点和方法:
1)该钻头磨台阶刃是关键,可在工具磨床上进行。操作时,应把钻头莫氏锥柄擦净装入机床主轴锥孔内,用百分表校正棱边刃带和主切削刃将砂轮磨头调至相应角度后即可进行刃磨。磨时进刀要均匀,并注意台阶刃和棱边外圆的形位公差,保证两修光刃对称。
2)台阶切削刃后角和修光刃后角可手工刃磨,须在修整后的精磨砂轮上进行,但不要磨掉台阶刃前刀面和主刃口。刃磨后要用粒度较细的精磨油石,把修光刃后面研至Rc0.80μm。
3)磨外刃时,磨削点略高于砂轮水平中心,钻尾摆动不得高出水平面,以防磨成负前角;外刃后角不要磨得太大。
4)磨断削槽时注意槽距、槽宽及两断屑槽的对称性。
5)磨横刃时,要防止钻芯过薄和注意横刃宽度,要保证内刃前角、内力斜角和横刃斜角。
6)修磨棱边刃带时,横拿砧头,使其轴线与砂轮母线接近平行,随后轻微地上下移动锚头,吃刀不要太深,把副切削刃修窄。
7)刃磨后,要用专用卡板、万能角度尺和百分表进行检验。主切削刃和台阶刃如不对称,可先用粒度较粗的油石修磨至对称为止,再用精磨油石研光。并适当倒棱,以提高切削刃强度。
使用该钻头钻孔时,采用清洁乳化液冷却,流量充足宜8~101/mm。要求高的孔可加煤油、矿物油冷却。
- 上一篇:硬质合金钻头的选择和使用
- 下一篇:硬质合金钻头及其合理选用

