
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金弹性夹紧式锯片铣刀
时间:2015-08-15 21:45:18来源:本站人气:2736
弹性夹紧式锯片铣刀(图17-6),是一种新型结构的铣刀,适用于加工中碳钢。
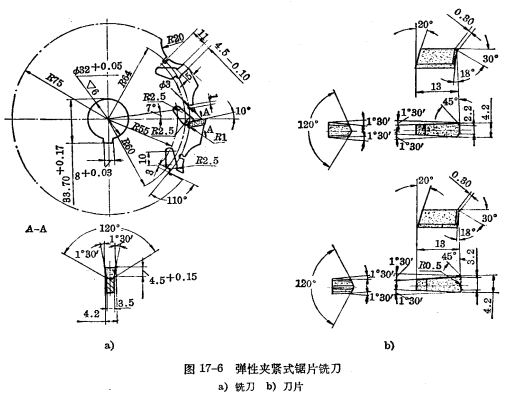 1.刀具特点刀片采用弹性夹紧,结构简单,装拆方便。前后刀齿交错采用倒角或中间开槽进行分屑,以利排屑及减轻切削负荷。加工钢料时刀片材料用YT15,加工铸铁用YG6。
1.刀具特点刀片采用弹性夹紧,结构简单,装拆方便。前后刀齿交错采用倒角或中间开槽进行分屑,以利排屑及减轻切削负荷。加工钢料时刀片材料用YT15,加工铸铁用YG6。
2.几何参数铣刀的前角γ=10°,后角a=8°,副偏角φ1=1°30',侧后角a1=1°30'。
3.铣削用量在X62W型万能铣床上,用直径150毫米、宽度4.2毫米的硬质合金铣刀加工45号钢,铣削深度取t=10~30毫米,铣削速度推荐用120~150米/分,进给量推荐用190~235毫米/分。工作时,加工韧性或硬性材料时,要充分使用冷却液,以提高刀具耐用度。对于铸铁等易加工材料,不要使用冷却液。与原来的高速钢锯片铣刀相比,工效提高5倍左右。
4.注意事项刀片与槽的配合过盈量为0.1~0.15毫米;刀具安装后,其径向和轴向跳动量不大于0.05毫米;加工韧性或硬性材料时,铣削速度须降低30%左右,进给量也应降低50%左右。
2.几何参数铣刀的前角γ=10°,后角a=8°,副偏角φ1=1°30',侧后角a1=1°30'。
3.铣削用量在X62W型万能铣床上,用直径150毫米、宽度4.2毫米的硬质合金铣刀加工45号钢,铣削深度取t=10~30毫米,铣削速度推荐用120~150米/分,进给量推荐用190~235毫米/分。工作时,加工韧性或硬性材料时,要充分使用冷却液,以提高刀具耐用度。对于铸铁等易加工材料,不要使用冷却液。与原来的高速钢锯片铣刀相比,工效提高5倍左右。
4.注意事项刀片与槽的配合过盈量为0.1~0.15毫米;刀具安装后,其径向和轴向跳动量不大于0.05毫米;加工韧性或硬性材料时,铣削速度须降低30%左右,进给量也应降低50%左右。
- 上一篇:φ8、φ10机夹硬质合金立铣刀
- 下一篇:硬质合金螺旋刀片立铣刀

