
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

加工铝合金的硬质合金精铣刀
时间:2015-08-15 22:09:35来源:本站人气:2446
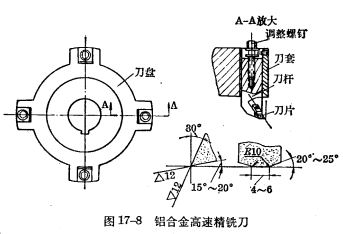
1.刀具结构硬质合金刀片材料为YG8,用小压板压在圆刀杆的刀片槽中,圆刀杆装在方刀套的孔中,然后用螺钉压在刀盘的刀槽中。由于方刀套产生弹性变形将圆刀杆一起固定在刀盘槽中。由于刀杆为圆形,因此可以在方刀套中转动,当刃倾角调整好后将刀杆固定,所以刀具的刃倾角可根据加工材料任意选择。结构见图17-8。
 加工时采用单齿精切法,即一个刀齿为精铣刀,而另外三个刀齿为半精铣刀。将精铣刀齿夹紧后应比其余三个半精铣刀齿在轴向上高出0.05毫米。对刀时,先将零件表面半精铣一刀,利用此加工表面将平直修光刃用透光法对刀,使修光刃与加工表面平行。单刀精切法刀体结构简单,刀片制造精度不需要特殊要求,因此对刀简便。
加工时采用单齿精切法,即一个刀齿为精铣刀,而另外三个刀齿为半精铣刀。将精铣刀齿夹紧后应比其余三个半精铣刀齿在轴向上高出0.05毫米。对刀时,先将零件表面半精铣一刀,利用此加工表面将平直修光刃用透光法对刀,使修光刃与加工表面平行。单刀精切法刀体结构简单,刀片制造精度不需要特殊要求,因此对刀简便。
2.刀具特点 由于铝合金的硬度HB=40~110,强度σb=13~54公斤力/毫米²,因此精铣刀可选择大前角、大后角,以减少后面与加工表面的摩擦,所以γ=30°,a=15°~20°。为了增加刀具的实际切削前角而又不降低切削刃的强度,选用了大刃倾角,λ=30°~45°。为了提高加工表面的光洁度,又能保证实现高效率的高速精铣,因此选用宽的平直修光刃L=4~6毫米。
由于铝合金高速精铣刀有以上特点,所以保证了高光洁度高效率的切削加工。
为了保证精铣出的表面达到▽8~▽9的光洁度,刀具的前面、后面及修光刃必须刃磨并经研磨达到▽12以上的光洁度。
3.铣削用量 高速精铣时,ν=250~300米/分,s=300~400毫米/分,t=0.02~0.05毫米。由于选择大前角、大刃倾角,使刀具的实际切削前角达到48°之大,因此刀具十分锋利,在极薄的铣削厚度0.005~0.01毫米情况下,也能切下如棉花绒一样的切屑。这就给微量进刀切削和控制零件加工尺寸创造十分有利条件。
4.加工效果精铣铝合金平面光洁度达到▽8~▽9。用精铣代替精刨、磨削或研磨,提高效率10~30倍。
2.刀具特点 由于铝合金的硬度HB=40~110,强度σb=13~54公斤力/毫米²,因此精铣刀可选择大前角、大后角,以减少后面与加工表面的摩擦,所以γ=30°,a=15°~20°。为了增加刀具的实际切削前角而又不降低切削刃的强度,选用了大刃倾角,λ=30°~45°。为了提高加工表面的光洁度,又能保证实现高效率的高速精铣,因此选用宽的平直修光刃L=4~6毫米。
由于铝合金高速精铣刀有以上特点,所以保证了高光洁度高效率的切削加工。
为了保证精铣出的表面达到▽8~▽9的光洁度,刀具的前面、后面及修光刃必须刃磨并经研磨达到▽12以上的光洁度。
3.铣削用量 高速精铣时,ν=250~300米/分,s=300~400毫米/分,t=0.02~0.05毫米。由于选择大前角、大刃倾角,使刀具的实际切削前角达到48°之大,因此刀具十分锋利,在极薄的铣削厚度0.005~0.01毫米情况下,也能切下如棉花绒一样的切屑。这就给微量进刀切削和控制零件加工尺寸创造十分有利条件。
4.加工效果精铣铝合金平面光洁度达到▽8~▽9。用精铣代替精刨、磨削或研磨,提高效率10~30倍。
- 上一篇:不重磨式硬质合金铣刀
- 下一篇:φ8、φ10机夹硬质合金立铣刀

