
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

不重磨式硬质合金铣刀
时间:2015-08-15 22:24:34来源:本站人气:4082
不重磨式硬质合金铣刀是随着机械加工的发展而出现的一种新型高效铣刀,硬质合金刀片是用螺钉压板或楔块等元件紧固在刀体上,代替焊接固定。刀片都做成一定形状的多边形,当刃口磨损后,不必重磨刀片,只要松开夹紧元件,将刀片转过一角度就可继续使用,当一块刀片的所有刃口都磨损后,可以更换新刀片。和焊接式的硬质合金铣刀相比,不重磨式硬质合金铣刀具有以下优点:
①由于刀片不经过焊接,并在使用过程中不需要刃磨,所以避免了焊接及刃磨所造成的刀片内应力和裂缝。因此可以充分发挥硬质合金刀片应有的切削性能,不但可以提高铣削用量,而且有效地解决了硬质合金铣刀的打刀现象,使刀片的耐用度提高30~50%。
②铣刀用钝后,不需要将刀体从机床上卸下,只要将刀片转位后就可继续使用,因此缩短了换刀、对刀等生产辅助时间,适应数控机床及切削加工自动线的发展需要。
③刀体可以较长时期地使用,不但节约了大量的刀体材料,而且减少了铣刀制造及刃磨所需的人工和设备。此外,刀片用钝后回收很方便。这些都有利于减少刀具费用,使生产成本下降。
鉴于上述优点,不重磨式铣刀是今后硬质合金铣刀发展的一个方向。
1.不重磨式硬质合金铣刀刀片的规格型号
目前使用最普遍的铣刀刀片有三边形和四边形两种,刀片中部一般不带孔。此外刀片还有带后角及不带后角之分,前者只能使用一面,但能使铣刀获得正前角;后者可正反使用,刀片利用率高,但铣刀的后角要由刀片安装来获得,因此铣刀是负前角的。成品不重磨式铣刀刀片的规格型号如表2-3--表2-6所列,
 该刀的不足之处是如果铣刀制造不够精确,使铣刀装配后楔块上的螺孔与刀体上的螺孔达不到同心要求,以致螺钉2在旋紧过程中受到一个横向作用力而弯曲,造成夹紧力不足,当切削负荷较大时,刀垫就容易轴向走动.图2-25是一种改进的结构,其刀片的夹持方式与前者完全相同,所不同的只是在刀体背面增加了一个定位止推环,以承受铣削时的轴向分力,刀垫的轴向位置还可用止推环上的调整螺钉来调节。
该刀的不足之处是如果铣刀制造不够精确,使铣刀装配后楔块上的螺孔与刀体上的螺孔达不到同心要求,以致螺钉2在旋紧过程中受到一个横向作用力而弯曲,造成夹紧力不足,当切削负荷较大时,刀垫就容易轴向走动.图2-25是一种改进的结构,其刀片的夹持方式与前者完全相同,所不同的只是在刀体背面增加了一个定位止推环,以承受铣削时的轴向分力,刀垫的轴向位置还可用止推环上的调整螺钉来调节。
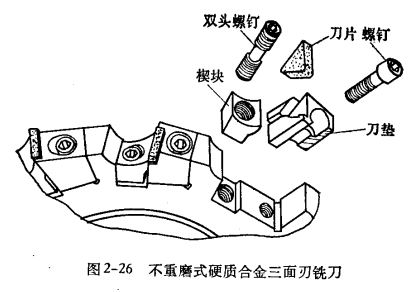
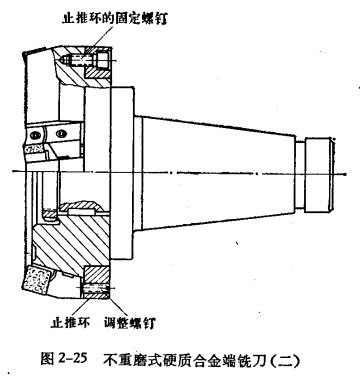 图2-26所示是不重磨式硬质合金三面刃铣刀,其刀片也是用楔块螺钉来夹紧的.刀片的轴向位置及其径向定位精度则必须由刀体、刀片及刀垫的制造精度来保证。
图2-26所示是不重磨式硬质合金三面刃铣刀,其刀片也是用楔块螺钉来夹紧的.刀片的轴向位置及其径向定位精度则必须由刀体、刀片及刀垫的制造精度来保证。
 (2)拉杆楔块夹紧
(2)拉杆楔块夹紧
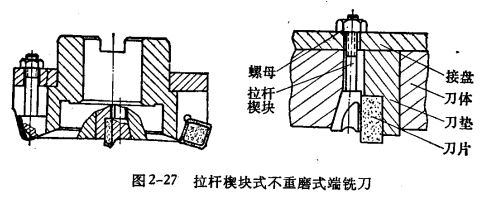
图2-27所示的端铣刀由刀体、刀垫、拉杆楔块、接盘及刀片等零件组成,具有结构简单、制造方便、夹紧牢靠的特点。只要拧紧拉杆尾端的螺母,就可将刀片夹紧。当刀片需要转位时,可将拉杆螺母旋松,然后轻轻敲击拉杆尾部,便可取下刀片。
 (3)弹簧楔块夹紧
(3)弹簧楔块夹紧
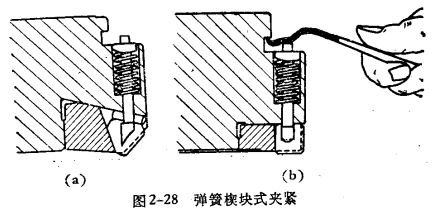
如图2-28所示,这种结构由刀体、弹簧、拉杆楔块及刀片等零件组成。刀片需要转位时,可用一根简单的杠杆,利用刀体上的槽将楔块压下,即可松开刀片。这种结构的特点是结构紧凑,能制成密齿端铣刀;夹紧力稳定,刀体不易变形;刀片的转位迅速简便,每转换一个刃口只需5-10秒钟左右。
 (4)螺钉压板夹紧
(4)螺钉压板夹紧
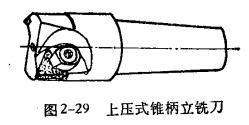
如图2-29所示的立铣刀即采用这种结构,通常也称为上压式夹紧.其特点是结构简单,制造容易,但刀片不能进行轴向调整,刀片的定位精度要由刀体的制造精度来保证。
 (5)蘑菇头螺钉夹紧
(5)蘑菇头螺钉夹紧
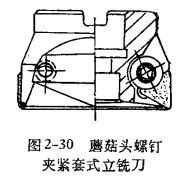
如图2-30所示的套式立铣刀是一种结构非常简单的形式,其夹紧元件少,只用一只头部呈蘑菇状的螺钉来夹紧刀片。由于刀体上的螺钉孔和刀槽底面不垂直,只要旋紧螺钉,蘑菇头的周边就会将刀片压紧。这种结构制造很容易,因此便于推广,在中小型铣床上使用,效果较好。
 上述介绍的是目前生产中最常用的几种结构,今后随着不重磨式刀具的发展必然会出现更多更好更完善的新结构。
上述介绍的是目前生产中最常用的几种结构,今后随着不重磨式刀具的发展必然会出现更多更好更完善的新结构。
3.合理使用不重磨式铣刀
不重磨式铣刀的几何角度是在铣刀设计时已确定的。在使用时不能加以改变,因此如果使用不当,往往就会达不到预期的效果。下面是实际使用时要注意的几个问题:
①要求机床刚性好、功率大,以便充分发挥不重磨式硬质合金铣刀能重切削的特点。
②应根据工件材料的性质,正确地选择刀片牌号。切不能将几种不同牌号的刀片混装在一把铣刀上。
③刀片转位或更换时,要使刀片和刀槽的定位点或定位面良好贴合,注意防止切屑或垃圾嵌入其间.同时要把刀片上已用过的刃IZl转向铣刀的端面,以防止切屑碰伤未用过的新刃口.此外,夹紧刀片时不必用力过猛,否贝呼不但刀体会变形,而且也容易损坏夹紧元件。
④刀片使用过程中,应经常用油石背刀,以提高刀片的耐用度。
⑤对采用不带后角刀片的负前角铣刀,为了减轻切削负荷,可在刀片四周开几条分屑槽。
⑥铣刀使用前应检查刀刃的径向及轴向跳动量,其值应不大于0.04-0.05毫米。
⑦从原则上说,不重磨式铣刀刀片的所有刃口完全用钝后,没有必要再进行刃磨后重新使用,但为了提高刀片的利用率,也可以考虑制造几种刀槽尺寸不同的刀体,用钝的刀片可以进行刃磨后再装在较小规格的刀体上继续使用。
①由于刀片不经过焊接,并在使用过程中不需要刃磨,所以避免了焊接及刃磨所造成的刀片内应力和裂缝。因此可以充分发挥硬质合金刀片应有的切削性能,不但可以提高铣削用量,而且有效地解决了硬质合金铣刀的打刀现象,使刀片的耐用度提高30~50%。
②铣刀用钝后,不需要将刀体从机床上卸下,只要将刀片转位后就可继续使用,因此缩短了换刀、对刀等生产辅助时间,适应数控机床及切削加工自动线的发展需要。
③刀体可以较长时期地使用,不但节约了大量的刀体材料,而且减少了铣刀制造及刃磨所需的人工和设备。此外,刀片用钝后回收很方便。这些都有利于减少刀具费用,使生产成本下降。
鉴于上述优点,不重磨式铣刀是今后硬质合金铣刀发展的一个方向。
1.不重磨式硬质合金铣刀刀片的规格型号
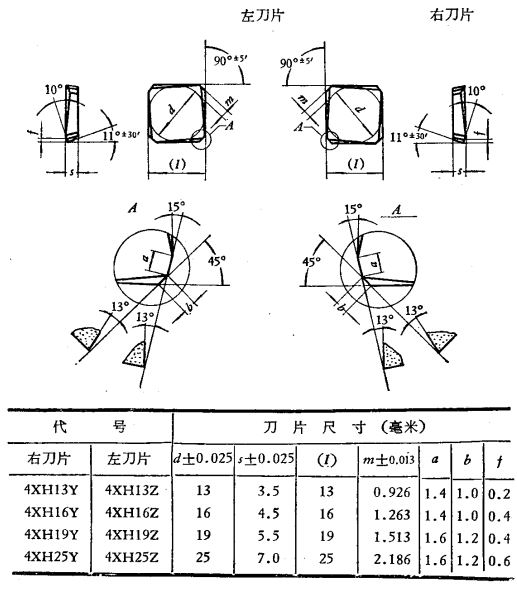
目前使用最普遍的铣刀刀片有三边形和四边形两种,刀片中部一般不带孔。此外刀片还有带后角及不带后角之分,前者只能使用一面,但能使铣刀获得正前角;后者可正反使用,刀片利用率高,但铣刀的后角要由刀片安装来获得,因此铣刀是负前角的。成品不重磨式铣刀刀片的规格型号如表2-3--表2-6所列,
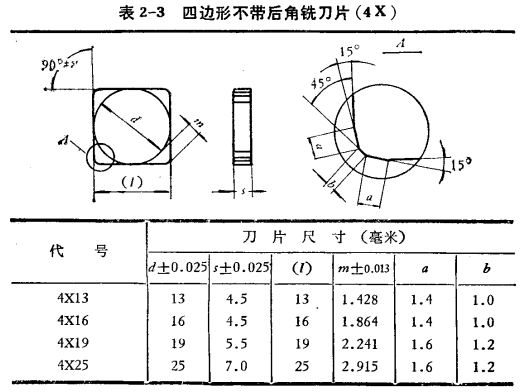
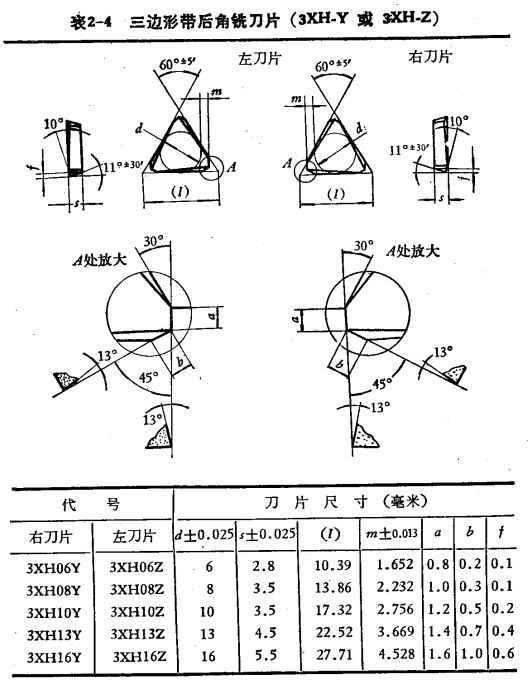
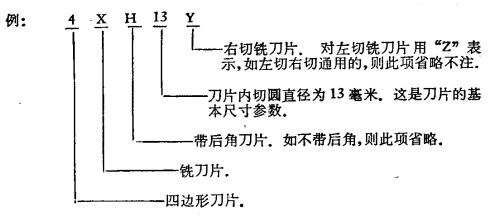
表中所列刀片代号的意义如下:
有时在生产中缺少上述标准的不重磨式铣刀片,则也可根据具体情况用车刀刀片改磨或代用。如图4-23所示的75°竖直式不重磨式端铣刀的刀片就是用4K1910A5不重磨式车刀片改磨而成的。
不重磨式铣刀的典型结构
不重磨式铣刀的结构形式很多,在具体确定刀片的夹持结构时,不但要求刀片夹持牢靠,转位方便,定位精度高,而且应结构简便,制造工艺性好。下面是几种不重磨式铣刀的典型结构。
(1)楔块螺钉夹紧
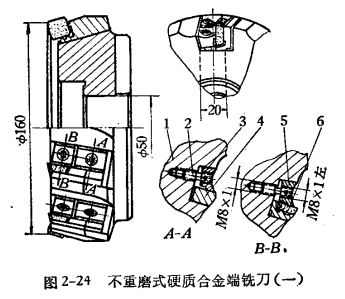
图2-24是不重磨式硬质合金端铣刀。它采用四边形带后角刀片,刀片6及刀垫4分别用楔块5及3由带左右螺纹的内六角双头螺钉2固定在刀体槽内,刀片的压紧及松开方便而迅速。刀片在刀垫槽内的径向及轴向位置采用三点定位,精度较高。当铣刀的刃口磨损后,只要松开楔块5,将刀片转过90°,更换新的刃口。为了保证刀片转位后的位置精度,刀片、刀垫及刀体都要做得比较精确。
图2-27所示的端铣刀由刀体、刀垫、拉杆楔块、接盘及刀片等零件组成,具有结构简单、制造方便、夹紧牢靠的特点。只要拧紧拉杆尾端的螺母,就可将刀片夹紧。当刀片需要转位时,可将拉杆螺母旋松,然后轻轻敲击拉杆尾部,便可取下刀片。
如图2-28所示,这种结构由刀体、弹簧、拉杆楔块及刀片等零件组成。刀片需要转位时,可用一根简单的杠杆,利用刀体上的槽将楔块压下,即可松开刀片。这种结构的特点是结构紧凑,能制成密齿端铣刀;夹紧力稳定,刀体不易变形;刀片的转位迅速简便,每转换一个刃口只需5-10秒钟左右。
如图2-29所示的立铣刀即采用这种结构,通常也称为上压式夹紧.其特点是结构简单,制造容易,但刀片不能进行轴向调整,刀片的定位精度要由刀体的制造精度来保证。
如图2-30所示的套式立铣刀是一种结构非常简单的形式,其夹紧元件少,只用一只头部呈蘑菇状的螺钉来夹紧刀片。由于刀体上的螺钉孔和刀槽底面不垂直,只要旋紧螺钉,蘑菇头的周边就会将刀片压紧。这种结构制造很容易,因此便于推广,在中小型铣床上使用,效果较好。
3.合理使用不重磨式铣刀
不重磨式铣刀的几何角度是在铣刀设计时已确定的。在使用时不能加以改变,因此如果使用不当,往往就会达不到预期的效果。下面是实际使用时要注意的几个问题:
①要求机床刚性好、功率大,以便充分发挥不重磨式硬质合金铣刀能重切削的特点。
②应根据工件材料的性质,正确地选择刀片牌号。切不能将几种不同牌号的刀片混装在一把铣刀上。
③刀片转位或更换时,要使刀片和刀槽的定位点或定位面良好贴合,注意防止切屑或垃圾嵌入其间.同时要把刀片上已用过的刃IZl转向铣刀的端面,以防止切屑碰伤未用过的新刃口.此外,夹紧刀片时不必用力过猛,否贝呼不但刀体会变形,而且也容易损坏夹紧元件。
④刀片使用过程中,应经常用油石背刀,以提高刀片的耐用度。
⑤对采用不带后角刀片的负前角铣刀,为了减轻切削负荷,可在刀片四周开几条分屑槽。
⑥铣刀使用前应检查刀刃的径向及轴向跳动量,其值应不大于0.04-0.05毫米。
⑦从原则上说,不重磨式铣刀刀片的所有刃口完全用钝后,没有必要再进行刃磨后重新使用,但为了提高刀片的利用率,也可以考虑制造几种刀槽尺寸不同的刀体,用钝的刀片可以进行刃磨后再装在较小规格的刀体上继续使用。
- 上一篇:硬质合金铣刀的刃磨
- 下一篇:加工铝合金的硬质合金精铣刀

