
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金铣刀的刃磨
时间:2015-08-16 07:36:46来源:本站人气:2416
目前广泛采用绿色碳化硅和人造金刚石砂轮来刃磨硬质合金铣刀。刃磨按下列工艺(见图21.24-7):
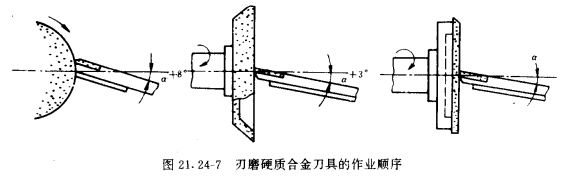 1)首先用刚玉砂轮把刀体钢质部分磨成a+8°的后角,目的在于刃磨硬质合金刀刃时避开刀体。因为金刚石砂轮或碳化硅砂轮都不适合磨含铁工件。
1)首先用刚玉砂轮把刀体钢质部分磨成a+8°的后角,目的在于刃磨硬质合金刀刃时避开刀体。因为金刚石砂轮或碳化硅砂轮都不适合磨含铁工件。
2)用金刚石或碳化硅砂轮把刀片后角磨成a+(2°~3°)(粗磨)。
3)按照刀具所规定的后角精磨后刀面。
注意:尽量降低磨削速度,以降低切削区的温度,或用冷却水充分冷却、采用间歇磨削法等。
2)用金刚石或碳化硅砂轮把刀片后角磨成a+(2°~3°)(粗磨)。
3)按照刀具所规定的后角精磨后刀面。
注意:尽量降低磨削速度,以降低切削区的温度,或用冷却水充分冷却、采用间歇磨削法等。
- 上一篇:硬质合金端铣刀的结构形式
- 下一篇:不重磨式硬质合金铣刀

