
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金端铣刀的结构形式
时间:2015-08-16 07:54:22来源:本站人气:2524
硬质合金端铣刀的结构形式可分为三种:
1.整体焊接式
直径较小(φ40-60毫米)的硬质合金铣刀,由于受到刀具结构的限制,大甲分都是将刀片直接焊在刀体上,再对角度刃磨而制成。焊接结构缺点较多,应用逐渐减少。
2.装配式
装配式结构是用压板、楔块及螺丝,将焊有硬质合金刀片的一组刀头(如同切刀),夹牢在铣刀刀体上。历300毫米以下的铣刀均采用体内刃磨,把刀具的刀头装到刀体上之后,由工具磨床一次磨出。这样加工,各个刀齿的一致性好。大于彰300毫米的装配式端铣刀,由于重另和尺寸较大,则用体外刃磨,先在工具磨床上分别磨出各个刀头应有的尺寸和形状,然后装到刀体上,调查好各刀头的准确位置,用螺丁、楔块夹固。
装配式结构的端铣刀,在重型机床上应用有较大的优越性。刀盘(体)装夹在机床主轴上,也可以调刀或换刀,减轻r工人的劳动强良,操作也比较简单。装配式端铣刀的几何角度是在装夹之后获得的,其大小不仅取决于刀头本身,还取决于刀体上刀槽的位罡、形状及尺寸。为了便于刃磨,刀头常常做成最简单的几何形状。例如前后刀百均为平百,并使前刀百平行于刀头的底百,就一把刀的刀齿而言,前角和刃倾角都是零度。
3.机械夹固不重磨式
机械夹固式硬质合金端铣刀,是越来越被人们重视的一种先进结构的刀具。这种结构的好处是,当刀片切削刃用钝以后,不需要重新刃磨,只要调转一个角度,就可以使用新的切削刃。机夹式端铣刀的结构形式与机夹式车刀大致相同。所不同的是:首先,铣刀是多刃刀具,要求切削刃具有较高的一致性,装好刀片后,各切削刃的轴向和径向跳动应符合一定的技术要求,机夹结构应便于调查刀片。其次,铣削是断续切削,尤其是余另不均的强力铣削,振动很严重,刀片受到很大的冲击力作用。因此,机夹结构尚应保证刀片夹固可倍。鉴于这些庑因,运用机夹式车刀的某些结构形式就受到了限制。
目前,从国内外硬质合金端铣刀的夹固结构来看,较普遍的是多种形式的楔块、配用螺丁夹固刀片的结构。采用楔块式夹紧,夹紧力作用点合理,夹固可倍,调查装配方便,结构简单,零件数目少。
图5-13为不重磨式硬质合金端铣刀的刀片夹固方式示意图。铣刀是由刀垫(4)、刀垫螺丁(1)、轴向支承块(5)、轴向支承块的压紧楔块(3)、刀片的压紧楔块(2),紧固楔块的双头螺丁(6)和刀体(7)等零件组成。刀垫用螺丁紧固在刀槽垡上,螺丁头埋入刀垫中。轴向支承块用双头螺丁通过楔块紧固在刀体上的刀槽内。刀垫上侧边两个凸统点及轴向支承块(即调整块)上的一个凸统点各在径向和轴向,使经过磨制的刀片定位,用双头螺丁通过楔块将刀片夹固在刀垫上。在锁紧轴向支承块(即调整块)之前,要先将轴向凸统的轴向偏差调查到规定数值以内,再紧固牢倍。这种结构形式的缺点是零件数目较多,加工费时,刀槽侧坐上加工螺孔比较困难,零件制造糙度和相互位置精度要求都比较高,所以只适合于工具生产水平较高的工厂应用。
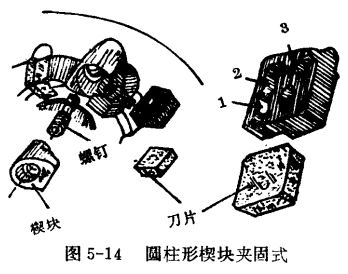
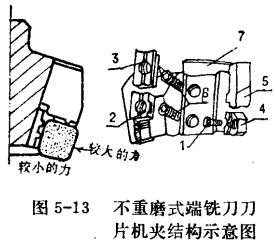 图5-14所示是元柱形楔块夹固式不重磨端铣刀的结构形式。这种铣刀是用左右螺纹的双头螺丁通过元柱形楔块,把刀片和定位块直接压紧在刀体上。调查定位块可以满足切削刃的轴向和径向跳动偏差。刀片的定位用三点(侧百1、2两点,侧后百第3点)一百(底百),较为合理。定位块除保证刀片有正确位置以外,还起着保护刀体的作用,使刀体有较长的使用寿命。这种结构的优点在于结构简单,零件数目少,夹固可估。缺点是刀槽的工艺性较差,刀槽与定位块接触的两个百的一致性较难保证,因此调奁安装刀片比较费时。
图5-14所示是元柱形楔块夹固式不重磨端铣刀的结构形式。这种铣刀是用左右螺纹的双头螺丁通过元柱形楔块,把刀片和定位块直接压紧在刀体上。调查定位块可以满足切削刃的轴向和径向跳动偏差。刀片的定位用三点(侧百1、2两点,侧后百第3点)一百(底百),较为合理。定位块除保证刀片有正确位置以外,还起着保护刀体的作用,使刀体有较长的使用寿命。这种结构的优点在于结构简单,零件数目少,夹固可估。缺点是刀槽的工艺性较差,刀槽与定位块接触的两个百的一致性较难保证,因此调奁安装刀片比较费时。
 硬质合金端铣刀的机夹形式除上述几种以外,还有很多,这里不再赘述了。不论那一种机夹形式,都有优点和不足。在应用和改进铣刀时,要针对具体加工条件发挥铣刀结构的特点,使结构不断改进和完善。
硬质合金端铣刀的机夹形式除上述几种以外,还有很多,这里不再赘述了。不论那一种机夹形式,都有优点和不足。在应用和改进铣刀时,要针对具体加工条件发挥铣刀结构的特点,使结构不断改进和完善。
1.整体焊接式
直径较小(φ40-60毫米)的硬质合金铣刀,由于受到刀具结构的限制,大甲分都是将刀片直接焊在刀体上,再对角度刃磨而制成。焊接结构缺点较多,应用逐渐减少。
2.装配式
装配式结构是用压板、楔块及螺丝,将焊有硬质合金刀片的一组刀头(如同切刀),夹牢在铣刀刀体上。历300毫米以下的铣刀均采用体内刃磨,把刀具的刀头装到刀体上之后,由工具磨床一次磨出。这样加工,各个刀齿的一致性好。大于彰300毫米的装配式端铣刀,由于重另和尺寸较大,则用体外刃磨,先在工具磨床上分别磨出各个刀头应有的尺寸和形状,然后装到刀体上,调查好各刀头的准确位置,用螺丁、楔块夹固。
装配式结构的端铣刀,在重型机床上应用有较大的优越性。刀盘(体)装夹在机床主轴上,也可以调刀或换刀,减轻r工人的劳动强良,操作也比较简单。装配式端铣刀的几何角度是在装夹之后获得的,其大小不仅取决于刀头本身,还取决于刀体上刀槽的位罡、形状及尺寸。为了便于刃磨,刀头常常做成最简单的几何形状。例如前后刀百均为平百,并使前刀百平行于刀头的底百,就一把刀的刀齿而言,前角和刃倾角都是零度。
3.机械夹固不重磨式
机械夹固式硬质合金端铣刀,是越来越被人们重视的一种先进结构的刀具。这种结构的好处是,当刀片切削刃用钝以后,不需要重新刃磨,只要调转一个角度,就可以使用新的切削刃。机夹式端铣刀的结构形式与机夹式车刀大致相同。所不同的是:首先,铣刀是多刃刀具,要求切削刃具有较高的一致性,装好刀片后,各切削刃的轴向和径向跳动应符合一定的技术要求,机夹结构应便于调查刀片。其次,铣削是断续切削,尤其是余另不均的强力铣削,振动很严重,刀片受到很大的冲击力作用。因此,机夹结构尚应保证刀片夹固可倍。鉴于这些庑因,运用机夹式车刀的某些结构形式就受到了限制。
目前,从国内外硬质合金端铣刀的夹固结构来看,较普遍的是多种形式的楔块、配用螺丁夹固刀片的结构。采用楔块式夹紧,夹紧力作用点合理,夹固可倍,调查装配方便,结构简单,零件数目少。
图5-13为不重磨式硬质合金端铣刀的刀片夹固方式示意图。铣刀是由刀垫(4)、刀垫螺丁(1)、轴向支承块(5)、轴向支承块的压紧楔块(3)、刀片的压紧楔块(2),紧固楔块的双头螺丁(6)和刀体(7)等零件组成。刀垫用螺丁紧固在刀槽垡上,螺丁头埋入刀垫中。轴向支承块用双头螺丁通过楔块紧固在刀体上的刀槽内。刀垫上侧边两个凸统点及轴向支承块(即调整块)上的一个凸统点各在径向和轴向,使经过磨制的刀片定位,用双头螺丁通过楔块将刀片夹固在刀垫上。在锁紧轴向支承块(即调整块)之前,要先将轴向凸统的轴向偏差调查到规定数值以内,再紧固牢倍。这种结构形式的缺点是零件数目较多,加工费时,刀槽侧坐上加工螺孔比较困难,零件制造糙度和相互位置精度要求都比较高,所以只适合于工具生产水平较高的工厂应用。
- 上一篇:可转位硬质合金铣刀刀片的夹紧形式
- 下一篇:硬质合金铣刀的刃磨

