
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金装配式端铣刀盘刃磨
时间:2015-08-16 18:35:42来源:本站人气:2641
(1)装配式端铣刀盘结构及要求
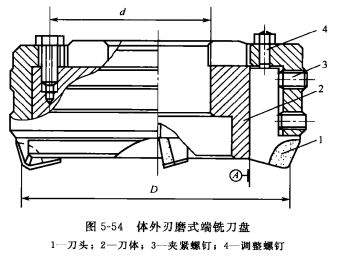
端面铣刀又称面铣刀或端铣刀,主要用于铣削平面等。装配式端铣刀盘是常用的一种端面铣刀。其直径范围较宽,中小工厂常用φ125~315mm的铣刀盘,一些重型工厂所用的铣刀盘可达φ600~100mm或更大。由于铣刀盘尺寸较大,刀齿较多,整体刃磨很困难,所以,这种端铣刀多设计成体外刃磨式,体外刃磨式端铣刀盘种类很多。图5-54为体外刃磨式端铣刀的一种形式。
 (2)刃磨方法
(2)刃磨方法
根据装配式端铣刀盘的精度要求和工厂生产条件,可以采用不同的刃磨方法。
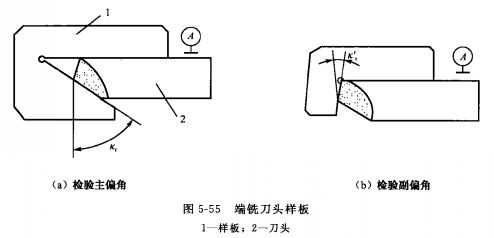
①体外刃磨样板法体外刃磨样板法是利用图5-55所示的一块样板,控制端铣刀刀头主切削刃的尺寸一致和角度一致,控制端面修光刃的尺寸一致和角度一致,要求刃磨的刀头各切削刃用样板检查不漏光,而且刃磨的各切削刃后角应准确。这样,每个刀头就相当于一把单刃刀具,刃磨方法可以与硬质合金普通单刃刀具相同。将磨好的刀头装入刀体,调整好刀头的位置夹紧后即可使用。这种刃磨方法简单,而且每个刀头能互换,装刀调整容易,但刃磨效率低,而且要求刃磨工技术较高。
②刀盘夹具磨轮廓法这种方法是利用与端铣刀盘结构完全相同,但装刀头数量较多的刀盘式夹具(刀盘夹具上的刀槽精度等有关制造精度应稍高于端铣刀盘的制造精度)来控制刀头轮廓尺寸一致。刃磨时,首先将刀头的前面粗、精磨好(刃磨方法与刃磨单刃刀具前角相同),然后将刀头装入刀盘夹具中,调整好刀头的位置,使磨削余量尽可能小,将刀头夹紧,在外圆磨床上磨出主切削刃和端面修光刃的轮廓尺寸(各刀头切削刃磨出即可)。值得注意的是:在刀盘夹具上一次刃磨的刀头数量,应能装配一把或几把端铣刀盘,并且,同一次磨出的刀头应打上相同的标记以免弄混。
刀头的轮廓尺寸磨好后,就可进行像刃磨单刃刀具后角那样刃磨刀头后角。只是在刃磨主切削刃后角和端面修光刃后角时,需留0.05mm的刃带,以保证各刀头切削刃尺寸的一致性。刃磨刀头副切削刃后角时,应使端面修光刃的长度一致。
③装刀调整方法常用的装刀调整方法有以下两种。
a.利用装在铣床工作台上的对刀块装刀 如图5-56所示,将端铣刀的锥柄装入铣床主轴,对刀块固定在铣床工作台上。调整工作台高度,使对刀块的对刀平面正好处在所装刀齿的端面修光刃的位置上。将刀头逐个装入刀体,要求刀头端面修光刃正好顶牢对刀块的对刀平面,将刀头夹紧在刀体中。刀头全面装好后,用手转动刀盘检查各刀头修光刃高度是否都与对刀块的对刀平面相切,如各刀头位置都正确,则在工件上试切一刀,以检查各刀齿是否都正常参加切削。如果仅个别刀齿参加切削或仅个别刀齿没参加切削时,可以适当进行调整。只要刀盘的制造精度和刀头的刃磨精度符合要求,装刀调整都能较顺利地满足要求。
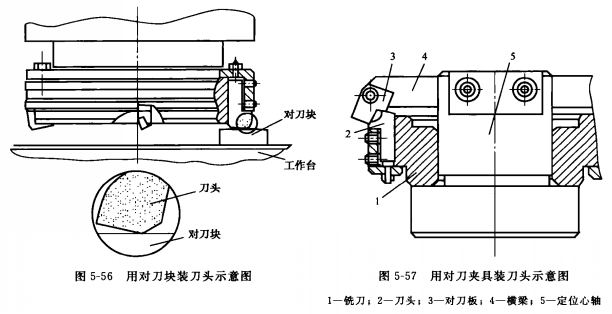 b.用对刀夹具装刀调整 端铣刀盘对刀夹具种类较多,但工作原理基本上是相同的。图5-57是一种端铣刀盘对刀夹具,图中对刀板3应能在横梁4上做径向和轴向调整,以适应不同规格刀盘的对刀要求。在对刀前,应先根据要求调整好对刀板3的位置和角度。然后,将铣刀1装入对刀夹具的定位心轴5中,再将刀头2装入刀体上的刀槽中,使刀头2主切削刃和端面修光刃顶住对刀板3上相应的对刀平面,使其不漏光并将刀头2压紧在刀体上。将刀头2依次装好后,应再复查一遍,检查是否有在夹紧刀头时引起刀头移动而破坏定性的现象。检查合格后,即可交付使用。
b.用对刀夹具装刀调整 端铣刀盘对刀夹具种类较多,但工作原理基本上是相同的。图5-57是一种端铣刀盘对刀夹具,图中对刀板3应能在横梁4上做径向和轴向调整,以适应不同规格刀盘的对刀要求。在对刀前,应先根据要求调整好对刀板3的位置和角度。然后,将铣刀1装入对刀夹具的定位心轴5中,再将刀头2装入刀体上的刀槽中,使刀头2主切削刃和端面修光刃顶住对刀板3上相应的对刀平面,使其不漏光并将刀头2压紧在刀体上。将刀头2依次装好后,应再复查一遍,检查是否有在夹紧刀头时引起刀头移动而破坏定性的现象。检查合格后,即可交付使用。
端铣刀盘采用体外刃磨法,体外刃磨法不需特殊设备,就能保证刃磨质量和装配精度,是一种简便易行的方法,但装刀调整时需仔细,且费时间。目前,装配式端铣刀盘已逐渐被可转位硬质合金端铣刀代替。
端面铣刀又称面铣刀或端铣刀,主要用于铣削平面等。装配式端铣刀盘是常用的一种端面铣刀。其直径范围较宽,中小工厂常用φ125~315mm的铣刀盘,一些重型工厂所用的铣刀盘可达φ600~100mm或更大。由于铣刀盘尺寸较大,刀齿较多,整体刃磨很困难,所以,这种端铣刀多设计成体外刃磨式,体外刃磨式端铣刀盘种类很多。图5-54为体外刃磨式端铣刀的一种形式。
根据装配式端铣刀盘的精度要求和工厂生产条件,可以采用不同的刃磨方法。
①体外刃磨样板法体外刃磨样板法是利用图5-55所示的一块样板,控制端铣刀刀头主切削刃的尺寸一致和角度一致,控制端面修光刃的尺寸一致和角度一致,要求刃磨的刀头各切削刃用样板检查不漏光,而且刃磨的各切削刃后角应准确。这样,每个刀头就相当于一把单刃刀具,刃磨方法可以与硬质合金普通单刃刀具相同。将磨好的刀头装入刀体,调整好刀头的位置夹紧后即可使用。这种刃磨方法简单,而且每个刀头能互换,装刀调整容易,但刃磨效率低,而且要求刃磨工技术较高。
刀头的轮廓尺寸磨好后,就可进行像刃磨单刃刀具后角那样刃磨刀头后角。只是在刃磨主切削刃后角和端面修光刃后角时,需留0.05mm的刃带,以保证各刀头切削刃尺寸的一致性。刃磨刀头副切削刃后角时,应使端面修光刃的长度一致。
③装刀调整方法常用的装刀调整方法有以下两种。
a.利用装在铣床工作台上的对刀块装刀 如图5-56所示,将端铣刀的锥柄装入铣床主轴,对刀块固定在铣床工作台上。调整工作台高度,使对刀块的对刀平面正好处在所装刀齿的端面修光刃的位置上。将刀头逐个装入刀体,要求刀头端面修光刃正好顶牢对刀块的对刀平面,将刀头夹紧在刀体中。刀头全面装好后,用手转动刀盘检查各刀头修光刃高度是否都与对刀块的对刀平面相切,如各刀头位置都正确,则在工件上试切一刀,以检查各刀齿是否都正常参加切削。如果仅个别刀齿参加切削或仅个别刀齿没参加切削时,可以适当进行调整。只要刀盘的制造精度和刀头的刃磨精度符合要求,装刀调整都能较顺利地满足要求。
端铣刀盘采用体外刃磨法,体外刃磨法不需特殊设备,就能保证刃磨质量和装配精度,是一种简便易行的方法,但装刀调整时需仔细,且费时间。目前,装配式端铣刀盘已逐渐被可转位硬质合金端铣刀代替。
- 上一篇:镶硬质合金三面刃铣刀
- 下一篇:硬质合金小直径端面铣刀刃磨

