
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金小直径端面铣刀刃磨
时间:2015-08-16 18:16:30来源:本站人气:3514
(1)小直径端面铣刀结构及要求
直径D在63mm以下的小直径端面铣刀一般设计为带柄(柱柄和锥柄)的焊接硬质合金铣刀(图5-46),技术要求如下。
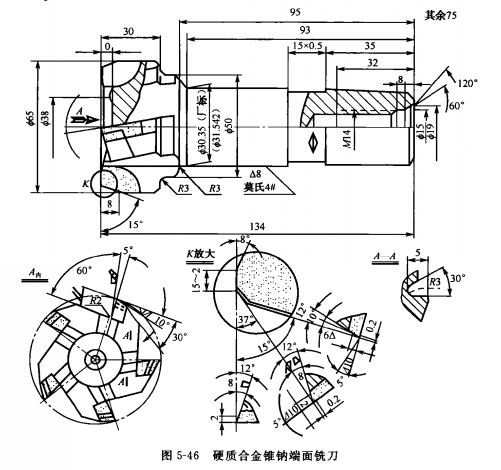 ①材料 刀片:切削钢时为YT14、YT15,切削铸铁时为YG6,切削高锰钢时为YW1、YW2;刀体:9SiCr或45钢,40~50HRC。
①材料 刀片:切削钢时为YT14、YT15,切削铸铁时为YG6,切削高锰钢时为YW1、YW2;刀体:9SiCr或45钢,40~50HRC。
②刃倾角λ。铣普通钢为-6°~8°,铣高锰钢为-12°~-15°,铣铸铁为-4°~4°。
③主偏角κ铣普通钢和铸铁为75°,铣高锰钢时为55°~65°。
④形状和位置公差 主切削刃和过渡刃的径向跳动不大于0.05mm,端面修光刃的轴内跳动不大于0.03mm。
小直径端面铣刀或者其他类型铣刀,主切削刃都分布在外圆表面上或是圆锥面上,副切削刃大都分布在端面上。大部分铣削余量是靠主切削刃切除的。铣刀上任一个刀刃,从进入切削层到离开切削层,这段时间内切削下来的切屑全部储存在铣刀容屑槽内。所以,当铣削深度和铣削宽度越大时,单位时间内刀齿所切下的切屑也越多,对铣刀容屑空间(齿槽)要求就越大。端面铣刀等一般铣刀的齿槽较深,在刃磨铣刀前刀面时与齿槽底要圆滑过渡。不允许出现死角或台阶,以防止因卷屑不好而挤坏齿或打刀。
在刃磨铣刀后刀面时,在外圆上一般不留刃带或仅留不大于0.1mm的小刃带,这样,就要求前、后刀面和外圆要有较小的粗糙度,以防前、后刀面交线或前刀面与外圆交线出现锯齿形,而降低刀具的使用寿命。铣刀前、后刀面和外圆的刃磨表面粗糙度Ra应达0.2~0.4μm。如果刃磨时不留刃带,就要特别注意使各刀齿切削刃保证在同一圆柱面或圆锥面上,避免因个别刀齿磨低,在铣削时不能参加切削而使它后边的刀齿负担过重,引起切削力的变化产生振动甚至损坏刀齿。对小直径端面铣刀来说,主切削刃和过渡刃的径向跳动不应大干0.05mm。
分布在铣刀端面上的副切削刃,其主要作用是减少铣刀与已加工面的摩擦,并修光已加工表面。所以,端面刃只能凹,不允许中间凸起,而且要保证副切削刃最好不能有负前角。刃磨端面齿后刀面时,要保证端面刃最大外径处的轴向跳动不太大,否则会影响被加工表面的粗糙度。小直径端面铣刀的端面修光刃的轴向跳动不应大于0.03mm。
除此还要求刀具角度刃磨准确,刀片不得出现裂纹和崩刃等。如果不能保证刃磨要求,对刀具的使用性能会产生不良影响,如降低刀具的使用寿命、加工表面不细或生产效率等缺陷,严重时甚至使刀具报废,因此,必须正确掌握刃磨工艺和方法。
(2)刃磨工艺和方法
磨削工序的安排,对刀具质量影响很大。硬质合金小直径端面铣刀一般按下列顺序进行磨削。
粗磨前角(前刀面)一粗磨外圆一精磨前角一精磨外圆一磨端面一粗磨各切削刃后角(后刀面)一精磨各切削刃后角一磨主切削和过渡刃的负倒棱
先粗磨外圆再精磨前角,是为了在精磨前角时,以外圆为基准来测量前角。当前角不要求很准确,外圆余量不大时,也可以先粗磨、精磨前角之后再粗磨、精磨外圆。先精磨前后角再精磨外圆,是因为前角刃磨后,刀刃可能产生小的缺口。这样磨外圆时可以消除磨前角而在刀刃上产生的缺陷。
①粗精磨前角 在此之前应先研磨两端中心孔,并在外圆磨床上精磨柱柄或锥柄外圆至要求。
在一般工厂中,硬质合金小直径端面铣刀多采用钉焊或氧一乙炔焊接,特别是采用氧一乙炔焊接时,刀片表面难免会有铜焊料和焊剂的堆积或黏附。可用白刚玉碟形砂轮将这些堆积或黏附物磨除,使刀片表面完全露出来,此工序可在M6025型等功能工具磨床上将刀具用顶尖顶住刃磨。如工作熟练,也可用手工握住刀具刃磨。用手工刃磨效率较高。
精磨前角仍在万能工具磨床上进行,将刀具顶尖顶住刃磨,如图5-47所示。选用砂轮外径为125~150mm、粒度为100/120#~120/140#、浓度为100%的金属结合剂。金刚石碟形破轮较好,砂轮磨削端面环宽最好在10mm左右。纵向进给速度和横向磨削深度按常规自行掌握。采用煤油冷却润滑,如没有冷却系统,可用小毛刷往砂轮工作表面涂刷煤油来冷却。
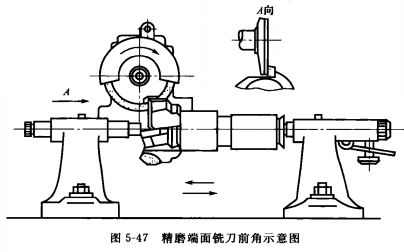 精磨前角时,也可用双手持稳刀具(而不用顶尖装夹刀具),使刀具的前刀面平稳地贴在砂轮工作表面上,压力不要太大,并平稳、均匀地做较小距离的纵向往复移动。这样刃磨的表面很平整,粗糙度Ra可达0.2μm以下。采用这种方法刃磨端面铣刀前刀面简单、方便,刃磨效率较高,刃磨质量完全可以保证,操作也不需特殊训练。由于是手握刀具磨出,刀具和砂轮呈弹性接触。发热量小(若刀具稍发热手会敏感地感觉到),刀片不易产生裂纹和崩刃。注意刃磨时不应戴手套。
精磨前角时,也可用双手持稳刀具(而不用顶尖装夹刀具),使刀具的前刀面平稳地贴在砂轮工作表面上,压力不要太大,并平稳、均匀地做较小距离的纵向往复移动。这样刃磨的表面很平整,粗糙度Ra可达0.2μm以下。采用这种方法刃磨端面铣刀前刀面简单、方便,刃磨效率较高,刃磨质量完全可以保证,操作也不需特殊训练。由于是手握刀具磨出,刀具和砂轮呈弹性接触。发热量小(若刀具稍发热手会敏感地感觉到),刀片不易产生裂纹和崩刃。注意刃磨时不应戴手套。
②磨主切削刃外圆磨主切削刃外圆的目的,主要是控制主切削刃的径向圆跳动公差。在精磨刀具后角时,留0.05mm的圆柱刃带以控制主切削刃径向圆跳动。
在M120型等外圆磨床或万能工具磨床上进行磨削。砂轮可选用粒度为60#~80#、硬度为J~K的绿碳化硅平行砂轮,采用间断磨削法较好。可用肥皂水冷却,但冷却要充分,也可以干磨。磨削出的外圆表面粗糙度Ra应达0.2μm。
③磨端面 磨端面的目的是为了控制端面修光刃的轴向跳动公差。
铣刀端面在万能工具磨床上磨出。将刀具装入万能磨头中,对于莫氏锥柄的刀具,可用莫氏锥度套筒夹紧。对圆柱柄的刀具,可用弹簧夹头夹紧。万能磨头由一台电机带动旋转,将万能磨头与机床工作台调整到图5-48所示位置即可刃磨工具的端面了。
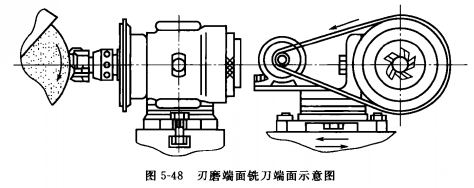 砂轮用粒度60~80号、硬度为J~K的绿碳化硅平行砂轮,采用间断磨削法刃磨。砂轮线速度取30~35m/s。磨削时可分粗、精磨进给。横向磨削深度不要太大,以免造成崩刃。磨削深度应控制在0.02~0.10mm,双程为宜,磨削面积大或精磨则取小值,反之取大值。纵向进给速度可稍快,以减少摩擦发热。纵向进给速度以控制在1~3m/min为宜,精磨宜慢,粗磨宜快。在接近磨完时,可以不横向进给而以较低的纵向进给速度往复两次(不能太多),以细化表面粗糙度。各刀齿端面被磨宽度在1.5~2mm左右就可以了。在开始磨削时,如砂轮径向跳动太大,应修磨后再磨,否则刀具易崩刃。
砂轮用粒度60~80号、硬度为J~K的绿碳化硅平行砂轮,采用间断磨削法刃磨。砂轮线速度取30~35m/s。磨削时可分粗、精磨进给。横向磨削深度不要太大,以免造成崩刃。磨削深度应控制在0.02~0.10mm,双程为宜,磨削面积大或精磨则取小值,反之取大值。纵向进给速度可稍快,以减少摩擦发热。纵向进给速度以控制在1~3m/min为宜,精磨宜慢,粗磨宜快。在接近磨完时,可以不横向进给而以较低的纵向进给速度往复两次(不能太多),以细化表面粗糙度。各刀齿端面被磨宽度在1.5~2mm左右就可以了。在开始磨削时,如砂轮径向跳动太大,应修磨后再磨,否则刀具易崩刃。
④粗磨各切削刃后角 端面铣刀刀片较厚,各切削刃后角磨削余量较大,所以应先粗磨,粗磨要求磨去大部分余量,粗磨的后角应比精磨的后角大1°~2°。
粗磨后面可以在落地式砂轮机上进行。先修整砂轮,使其径向跳动符合要求,用手持稳刀具,摆正角度即可刃磨。
粗磨主切削刃后角如图5-49所示,粗磨主切削刃后角和端面修光刃后角后,应在主切削刃后刀面和修光后刀面留2mm宽的刃带作为精磨余量。
粗磨副切削刃后角时,应根据修光刃长度和磨过渡刃会使修光刃长度变短的影响来留出修光刃的长度,粗磨副切削刃后角后。一般留出修光刃长度1~1.2mm,如图5-50所示。最后粗磨过渡刀后角。由于图纸要求过渡刃长度只有1mm左右,所以只需稍微粗磨,注意过渡刃长度的控制,需留精磨余量。
⑤精磨主切削刃后角 在M6025型等万能工具磨床上精磨主切削后角较方便。用万能磨头装夹刀具,刀具前刀面用活支片支承,支承点应靠近刀齿前刀面外圆处,调整支片高低,控制后角大小。根据主偏角和刃倾角的大小调整好磨头的角度后,就可刃磨,如图5-51所示。
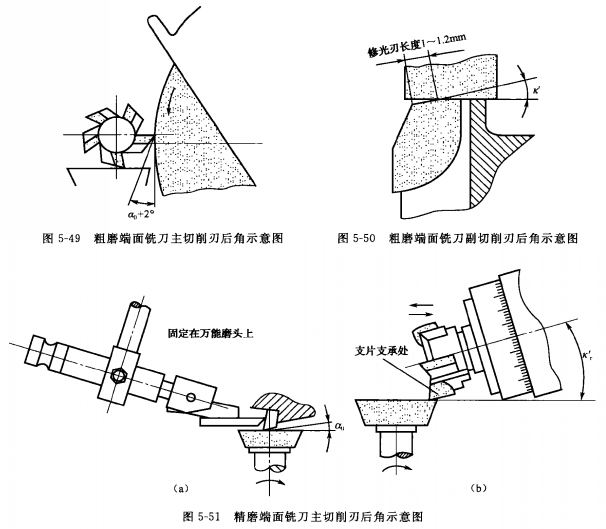 砂轮可用粒度46#~60#、硬度J~K的绿碳化硅碗形砂轮,横向磨削深度依磨削面积大小可取0.02~0.10mm双行程,面大则深小。纵向进给速度应尽量快,可以一冲而过,这样摩擦所产生的热量较少,可防止刀片开裂。在磨削中,应逐齿轮番磨成,而不应将一个刀齿全部磨好再磨下一个齿。
砂轮可用粒度46#~60#、硬度J~K的绿碳化硅碗形砂轮,横向磨削深度依磨削面积大小可取0.02~0.10mm双行程,面大则深小。纵向进给速度应尽量快,可以一冲而过,这样摩擦所产生的热量较少,可防止刀片开裂。在磨削中,应逐齿轮番磨成,而不应将一个刀齿全部磨好再磨下一个齿。
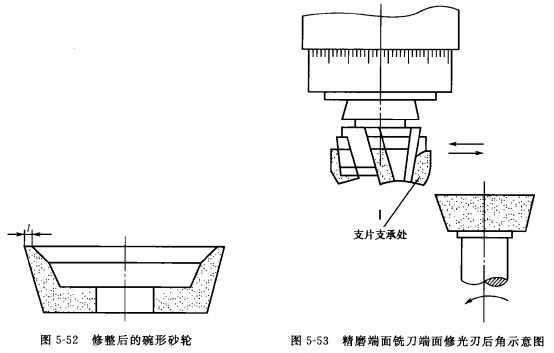
在刃磨中,为减少砂轮和刀片的接触面积,从而减少磨削热,可用废砂轮块进行手工修整砂轮,修成如图5—52所示的形状,这样磨削效果好,但由于刃磨时砂轮消耗较快,所以砂轮应经常修整。
⑥精磨端面修光刃后角和副切削后角 精磨端面修光刃后角时,与精磨主切削刃后角时所用的设备、夹具、方法和注意事项等都一样。但应根据修光刃垂直于铣刀轴线的特点和修光刃后角、端齿前角大小,调整好万能磨头的角度和活支片的高度,即可刃磨,如图5-53所示,精磨后修光刃后刀面留0.05mm的刃带来控制修光刃的轴向跳动公差。
 在磨副切削刃后角时,应根据副偏角和副后角及端齿前角的大小,调整好万能磨头的角度和活支片的高度,即可刃磨。磨时需注意控制修光刃的长度,下步精磨过渡到后角时,修光刃长度还会变短。
在磨副切削刃后角时,应根据副偏角和副后角及端齿前角的大小,调整好万能磨头的角度和活支片的高度,即可刃磨。磨时需注意控制修光刃的长度,下步精磨过渡到后角时,修光刃长度还会变短。
⑦精磨过渡刀后角 刃磨方法与精磨主切削刃后角相同。应逐齿轮番刃磨,待过渡刃长度达到要求即可。
⑧磨主切削刃和过渡刃的负倒棱上切削刃和过渡刃的负倒棱用碳化硼油石或金刚石油石磨出。操作时手握油石要稳,角度应准确,并控制倒棱的宽度一致,磨出负倒棱后,可以减少主切削刃后角上的刃带宽度,并提高刀刃强度,磨去刃口上微小的锯齿形缺口,有效地提高刀具的使用寿命。磨好后,封蜡保存。
直径D在63mm以下的小直径端面铣刀一般设计为带柄(柱柄和锥柄)的焊接硬质合金铣刀(图5-46),技术要求如下。
②刃倾角λ。铣普通钢为-6°~8°,铣高锰钢为-12°~-15°,铣铸铁为-4°~4°。
③主偏角κ铣普通钢和铸铁为75°,铣高锰钢时为55°~65°。
④形状和位置公差 主切削刃和过渡刃的径向跳动不大于0.05mm,端面修光刃的轴内跳动不大于0.03mm。
小直径端面铣刀或者其他类型铣刀,主切削刃都分布在外圆表面上或是圆锥面上,副切削刃大都分布在端面上。大部分铣削余量是靠主切削刃切除的。铣刀上任一个刀刃,从进入切削层到离开切削层,这段时间内切削下来的切屑全部储存在铣刀容屑槽内。所以,当铣削深度和铣削宽度越大时,单位时间内刀齿所切下的切屑也越多,对铣刀容屑空间(齿槽)要求就越大。端面铣刀等一般铣刀的齿槽较深,在刃磨铣刀前刀面时与齿槽底要圆滑过渡。不允许出现死角或台阶,以防止因卷屑不好而挤坏齿或打刀。
在刃磨铣刀后刀面时,在外圆上一般不留刃带或仅留不大于0.1mm的小刃带,这样,就要求前、后刀面和外圆要有较小的粗糙度,以防前、后刀面交线或前刀面与外圆交线出现锯齿形,而降低刀具的使用寿命。铣刀前、后刀面和外圆的刃磨表面粗糙度Ra应达0.2~0.4μm。如果刃磨时不留刃带,就要特别注意使各刀齿切削刃保证在同一圆柱面或圆锥面上,避免因个别刀齿磨低,在铣削时不能参加切削而使它后边的刀齿负担过重,引起切削力的变化产生振动甚至损坏刀齿。对小直径端面铣刀来说,主切削刃和过渡刃的径向跳动不应大干0.05mm。
分布在铣刀端面上的副切削刃,其主要作用是减少铣刀与已加工面的摩擦,并修光已加工表面。所以,端面刃只能凹,不允许中间凸起,而且要保证副切削刃最好不能有负前角。刃磨端面齿后刀面时,要保证端面刃最大外径处的轴向跳动不太大,否则会影响被加工表面的粗糙度。小直径端面铣刀的端面修光刃的轴向跳动不应大于0.03mm。
除此还要求刀具角度刃磨准确,刀片不得出现裂纹和崩刃等。如果不能保证刃磨要求,对刀具的使用性能会产生不良影响,如降低刀具的使用寿命、加工表面不细或生产效率等缺陷,严重时甚至使刀具报废,因此,必须正确掌握刃磨工艺和方法。
(2)刃磨工艺和方法
磨削工序的安排,对刀具质量影响很大。硬质合金小直径端面铣刀一般按下列顺序进行磨削。
粗磨前角(前刀面)一粗磨外圆一精磨前角一精磨外圆一磨端面一粗磨各切削刃后角(后刀面)一精磨各切削刃后角一磨主切削和过渡刃的负倒棱
先粗磨外圆再精磨前角,是为了在精磨前角时,以外圆为基准来测量前角。当前角不要求很准确,外圆余量不大时,也可以先粗磨、精磨前角之后再粗磨、精磨外圆。先精磨前后角再精磨外圆,是因为前角刃磨后,刀刃可能产生小的缺口。这样磨外圆时可以消除磨前角而在刀刃上产生的缺陷。
①粗精磨前角 在此之前应先研磨两端中心孔,并在外圆磨床上精磨柱柄或锥柄外圆至要求。
在一般工厂中,硬质合金小直径端面铣刀多采用钉焊或氧一乙炔焊接,特别是采用氧一乙炔焊接时,刀片表面难免会有铜焊料和焊剂的堆积或黏附。可用白刚玉碟形砂轮将这些堆积或黏附物磨除,使刀片表面完全露出来,此工序可在M6025型等功能工具磨床上将刀具用顶尖顶住刃磨。如工作熟练,也可用手工握住刀具刃磨。用手工刃磨效率较高。
精磨前角仍在万能工具磨床上进行,将刀具顶尖顶住刃磨,如图5-47所示。选用砂轮外径为125~150mm、粒度为100/120#~120/140#、浓度为100%的金属结合剂。金刚石碟形破轮较好,砂轮磨削端面环宽最好在10mm左右。纵向进给速度和横向磨削深度按常规自行掌握。采用煤油冷却润滑,如没有冷却系统,可用小毛刷往砂轮工作表面涂刷煤油来冷却。
②磨主切削刃外圆磨主切削刃外圆的目的,主要是控制主切削刃的径向圆跳动公差。在精磨刀具后角时,留0.05mm的圆柱刃带以控制主切削刃径向圆跳动。
在M120型等外圆磨床或万能工具磨床上进行磨削。砂轮可选用粒度为60#~80#、硬度为J~K的绿碳化硅平行砂轮,采用间断磨削法较好。可用肥皂水冷却,但冷却要充分,也可以干磨。磨削出的外圆表面粗糙度Ra应达0.2μm。
③磨端面 磨端面的目的是为了控制端面修光刃的轴向跳动公差。
铣刀端面在万能工具磨床上磨出。将刀具装入万能磨头中,对于莫氏锥柄的刀具,可用莫氏锥度套筒夹紧。对圆柱柄的刀具,可用弹簧夹头夹紧。万能磨头由一台电机带动旋转,将万能磨头与机床工作台调整到图5-48所示位置即可刃磨工具的端面了。
④粗磨各切削刃后角 端面铣刀刀片较厚,各切削刃后角磨削余量较大,所以应先粗磨,粗磨要求磨去大部分余量,粗磨的后角应比精磨的后角大1°~2°。
粗磨后面可以在落地式砂轮机上进行。先修整砂轮,使其径向跳动符合要求,用手持稳刀具,摆正角度即可刃磨。
粗磨主切削刃后角如图5-49所示,粗磨主切削刃后角和端面修光刃后角后,应在主切削刃后刀面和修光后刀面留2mm宽的刃带作为精磨余量。
粗磨副切削刃后角时,应根据修光刃长度和磨过渡刃会使修光刃长度变短的影响来留出修光刃的长度,粗磨副切削刃后角后。一般留出修光刃长度1~1.2mm,如图5-50所示。最后粗磨过渡刀后角。由于图纸要求过渡刃长度只有1mm左右,所以只需稍微粗磨,注意过渡刃长度的控制,需留精磨余量。
⑤精磨主切削刃后角 在M6025型等万能工具磨床上精磨主切削后角较方便。用万能磨头装夹刀具,刀具前刀面用活支片支承,支承点应靠近刀齿前刀面外圆处,调整支片高低,控制后角大小。根据主偏角和刃倾角的大小调整好磨头的角度后,就可刃磨,如图5-51所示。
在刃磨中,为减少砂轮和刀片的接触面积,从而减少磨削热,可用废砂轮块进行手工修整砂轮,修成如图5—52所示的形状,这样磨削效果好,但由于刃磨时砂轮消耗较快,所以砂轮应经常修整。
⑥精磨端面修光刃后角和副切削后角 精磨端面修光刃后角时,与精磨主切削刃后角时所用的设备、夹具、方法和注意事项等都一样。但应根据修光刃垂直于铣刀轴线的特点和修光刃后角、端齿前角大小,调整好万能磨头的角度和活支片的高度,即可刃磨,如图5-53所示,精磨后修光刃后刀面留0.05mm的刃带来控制修光刃的轴向跳动公差。
⑦精磨过渡刀后角 刃磨方法与精磨主切削刃后角相同。应逐齿轮番刃磨,待过渡刃长度达到要求即可。
⑧磨主切削刃和过渡刃的负倒棱上切削刃和过渡刃的负倒棱用碳化硼油石或金刚石油石磨出。操作时手握油石要稳,角度应准确,并控制倒棱的宽度一致,磨出负倒棱后,可以减少主切削刃后角上的刃带宽度,并提高刀刃强度,磨去刃口上微小的锯齿形缺口,有效地提高刀具的使用寿命。磨好后,封蜡保存。
- 上一篇:硬质合金装配式端铣刀盘刃磨
- 下一篇:硬质合金刀片牌号和铣刀角度的选用

