
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金刀片牌号和铣刀角度的选用
时间:2015-08-16 15:56:15来源:本站人气:2859
(一)铣刀片的牌号
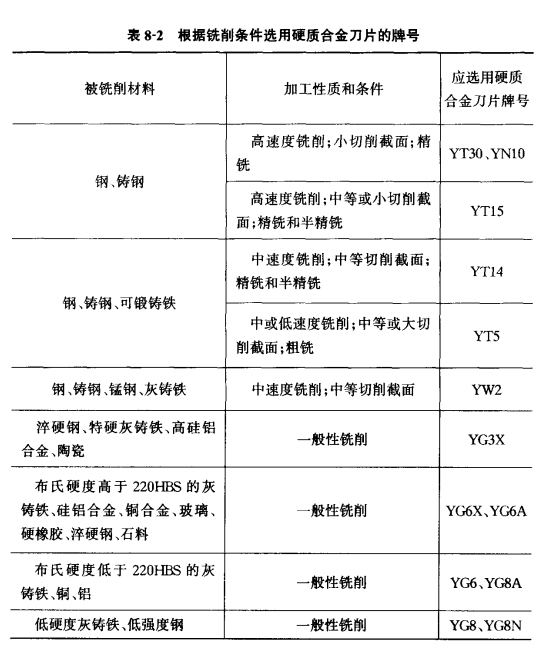
硬质合金牌号反映出刀片材料的成分,所以硬质合金刀片应按照牌号进行选用。选用时要考虑被铣削工件的材料和加工条件等因素,见表8-2。
 (二)硬质合金铣刀角度的选择
(二)硬质合金铣刀角度的选择
硬质合金铣刀角度与高速钢铣刀角度的定义和功用是一致的,它们所不相同的,也只是角度数值的选择。
1.前角γ的选择 在前面谈到,前角γ选择得合理能使切削轻快、减少切屑变形、降低切削力和动力消耗。但是高速铣削中使用的硬质合金刀片性脆、易崩裂,并且铣床主轴转速很高,工作台进给量又大,为了充分发挥硬质合金刀片的特点,硬质合金铣刀通常采用正前角和负前角两种形式,如图8-24所示。
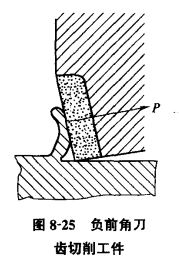
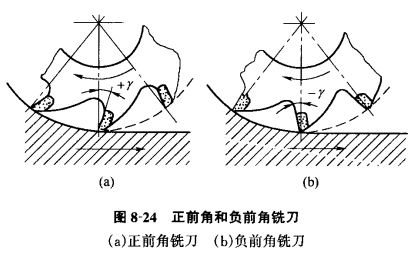 正前角(+γ)铣刀的刀齿在切削时,切削压力集中通过刀尖,前刀面上承受的压力很小,因此,刀尖和切削刃处容易崩碎。负前角(-γ)铣刀的刀齿在切削时不是刀尖先切入,切削压力P集中在离开刀尖的前刀面上(图8-25),这就增加了刀齿的强度,减少了刀刃崩碎的危险,硬质合金刀片正好是抗压强度大,这就充分发挥了硬质合金的特性。
正前角(+γ)铣刀的刀齿在切削时,切削压力集中通过刀尖,前刀面上承受的压力很小,因此,刀尖和切削刃处容易崩碎。负前角(-γ)铣刀的刀齿在切削时不是刀尖先切入,切削压力P集中在离开刀尖的前刀面上(图8-25),这就增加了刀齿的强度,减少了刀刃崩碎的危险,硬质合金刀片正好是抗压强度大,这就充分发挥了硬质合金的特性。
 铣刀前角的大小与被加工工件的材料有关。铣削钢件时,一般采用负前角;铣削有色金属和中低硬度的灰铸铁时,一般采用正前角。材料越硬,前角的负值亦应越大。但过大时也有缺点,主要是刀具横向切削抗力增大,切削所耗功率增大,使切削过程中的发热量也增大。
铣刀前角的大小与被加工工件的材料有关。铣削钢件时,一般采用负前角;铣削有色金属和中低硬度的灰铸铁时,一般采用正前角。材料越硬,前角的负值亦应越大。但过大时也有缺点,主要是刀具横向切削抗力增大,切削所耗功率增大,使切削过程中的发热量也增大。
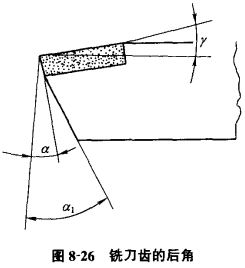
2.后角口的选择 硬质合金铣刀的后角,一般都磨有两个,一个是刀头上的后角a(图8-26),另一个后角a1磨在刀杆上,后角口,一般比刀头上的后角a大2°~3°。
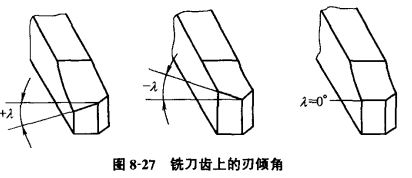
 3.刃倾角九的选择 刃倾角可以选择正值,也可以选择负值。高出水平线的为负值角,低于水平线的为正值角(图8-27)。
3.刃倾角九的选择 刃倾角可以选择正值,也可以选择负值。高出水平线的为负值角,低于水平线的为正值角(图8-27)。
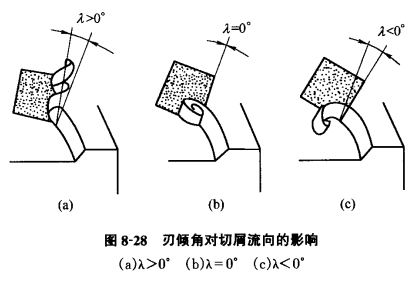
 刃倾角在很大程度上影响着刀尖强度和切屑的流出方向。从图8-28可看出,面铣刀刃倾角为正值时,切屑向上流向待加工表面,而不擦伤已加工表面,但刀刃强度减少,刀尖部分的抗冲击能力很差,因此切削时很易崩刃。当刃倾角为负值时,可以增加刀刃的强度,减少因受冲击力而产生的崩刃现象,但是,它的切屑流向是倒向已加工表面,这样已加工表面就易被切屑所划伤。
刃倾角在很大程度上影响着刀尖强度和切屑的流出方向。从图8-28可看出,面铣刀刃倾角为正值时,切屑向上流向待加工表面,而不擦伤已加工表面,但刀刃强度减少,刀尖部分的抗冲击能力很差,因此切削时很易崩刃。当刃倾角为负值时,可以增加刀刃的强度,减少因受冲击力而产生的崩刃现象,但是,它的切屑流向是倒向已加工表面,这样已加工表面就易被切屑所划伤。
 4.偏角的选择铣刀上有两个主要的偏角,即图8-29中的主偏角φ和副偏角φ1。根据切削情况,有时还再磨出一个过渡偏角ρ0,过渡偏角通常等于主偏角的1/2。主偏角小的铣刀比较耐用,但是切削时对铣刀杆产生的压力较大;大主偏角容易切削,但刀刃不耐用。副偏角φ1,可适当选择小些,这样对提高表面光洁程度有利,但副偏角过小时,增加了刀刃和工件的摩擦,使刀具耐用度降低,同时也易引起振动;加大副偏角会减弱刀刃的强度,并且被加工表面出现走刀痕迹,造成加工面粗糙。
4.偏角的选择铣刀上有两个主要的偏角,即图8-29中的主偏角φ和副偏角φ1。根据切削情况,有时还再磨出一个过渡偏角ρ0,过渡偏角通常等于主偏角的1/2。主偏角小的铣刀比较耐用,但是切削时对铣刀杆产生的压力较大;大主偏角容易切削,但刀刃不耐用。副偏角φ1,可适当选择小些,这样对提高表面光洁程度有利,但副偏角过小时,增加了刀刃和工件的摩擦,使刀具耐用度降低,同时也易引起振动;加大副偏角会减弱刀刃的强度,并且被加工表面出现走刀痕迹,造成加工面粗糙。
选择铣刀角度,要根据加工情况和被加工表面的技术要求去具体对待,合理确定。
硬质合金牌号反映出刀片材料的成分,所以硬质合金刀片应按照牌号进行选用。选用时要考虑被铣削工件的材料和加工条件等因素,见表8-2。
硬质合金铣刀角度与高速钢铣刀角度的定义和功用是一致的,它们所不相同的,也只是角度数值的选择。
1.前角γ的选择 在前面谈到,前角γ选择得合理能使切削轻快、减少切屑变形、降低切削力和动力消耗。但是高速铣削中使用的硬质合金刀片性脆、易崩裂,并且铣床主轴转速很高,工作台进给量又大,为了充分发挥硬质合金刀片的特点,硬质合金铣刀通常采用正前角和负前角两种形式,如图8-24所示。
2.后角口的选择 硬质合金铣刀的后角,一般都磨有两个,一个是刀头上的后角a(图8-26),另一个后角a1磨在刀杆上,后角口,一般比刀头上的后角a大2°~3°。
选择铣刀角度,要根据加工情况和被加工表面的技术要求去具体对待,合理确定。
- 上一篇:硬质合金小直径端面铣刀刃磨
- 下一篇:如何防止硬质合金铣刀产生裂纹

