
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

硬质合金立铣刀结构和几何参数选择
时间:2015-08-16 21:25:30来源:本站人气:2641
(1)硬质合金立铣刀结构 硬质合金立铣刀可分为整体式结构、镶焊式结构和机夹可转位结构。
镶焊式立铣刀刀具精度高,整体刚性好。但在焊接或刃磨不当时,易产生裂纹甚至使之报废。
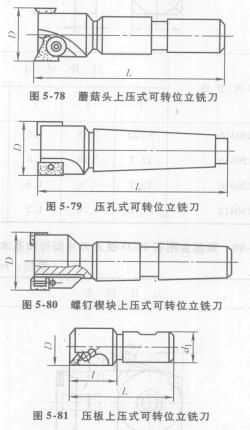
机夹可转位硬质合金立铣刀则没有镶焊式立铣刀的缺点,刀体可重复使用,成本较低。该刀具的直径一般在12~125mm范围内。由于其直径较小,夹紧元件所占空间的位置受到较大限制,因此夹紧机构一般都采用占空间较小的形式,如刀片带沉孔,利用沉头螺钉直接将刀片压紧在刀体上的压孔式;刀片无孔,利用蘑菇头螺钉或压板、楔块等将其直接压在刀体上的上压式,如图5-78~图5-81所示。其刀片槽的设计可参考面铣刀设计。
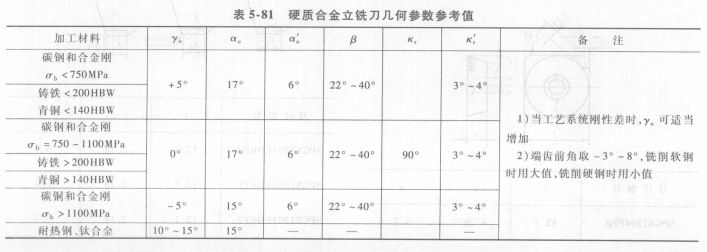
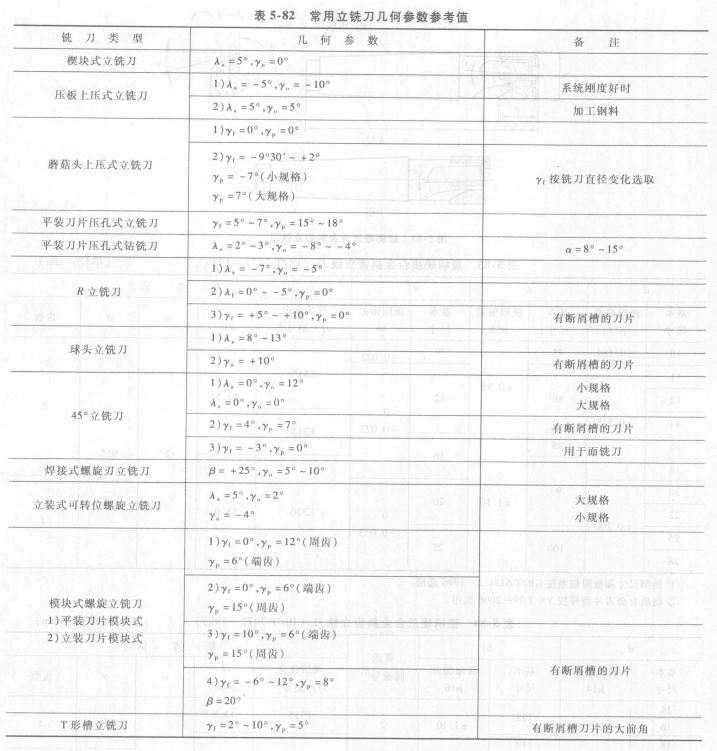
 (2)硬质合金立铣刀几何参数选择 根据被加工材料及工艺系统情况,硬质合金立铣刀几何参数的选择可参照表5-81及表5-82。
(2)硬质合金立铣刀几何参数选择 根据被加工材料及工艺系统情况,硬质合金立铣刀几何参数的选择可参照表5-81及表5-82。
镶焊式立铣刀刀具精度高,整体刚性好。但在焊接或刃磨不当时,易产生裂纹甚至使之报废。
机夹可转位硬质合金立铣刀则没有镶焊式立铣刀的缺点,刀体可重复使用,成本较低。该刀具的直径一般在12~125mm范围内。由于其直径较小,夹紧元件所占空间的位置受到较大限制,因此夹紧机构一般都采用占空间较小的形式,如刀片带沉孔,利用沉头螺钉直接将刀片压紧在刀体上的压孔式;刀片无孔,利用蘑菇头螺钉或压板、楔块等将其直接压在刀体上的上压式,如图5-78~图5-81所示。其刀片槽的设计可参考面铣刀设计。
- 上一篇:镶焊式硬质合金立铣刀
- 下一篇:怎样选择整体硬质合金立铣刀?

