
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

镶焊式硬质合金立铣刀
时间:2015-08-16 21:35:45来源:本站人气:2899
镶焊式硬质合金立铣刀分直刃和螺旋齿两种形式。
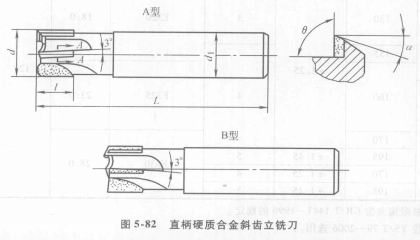
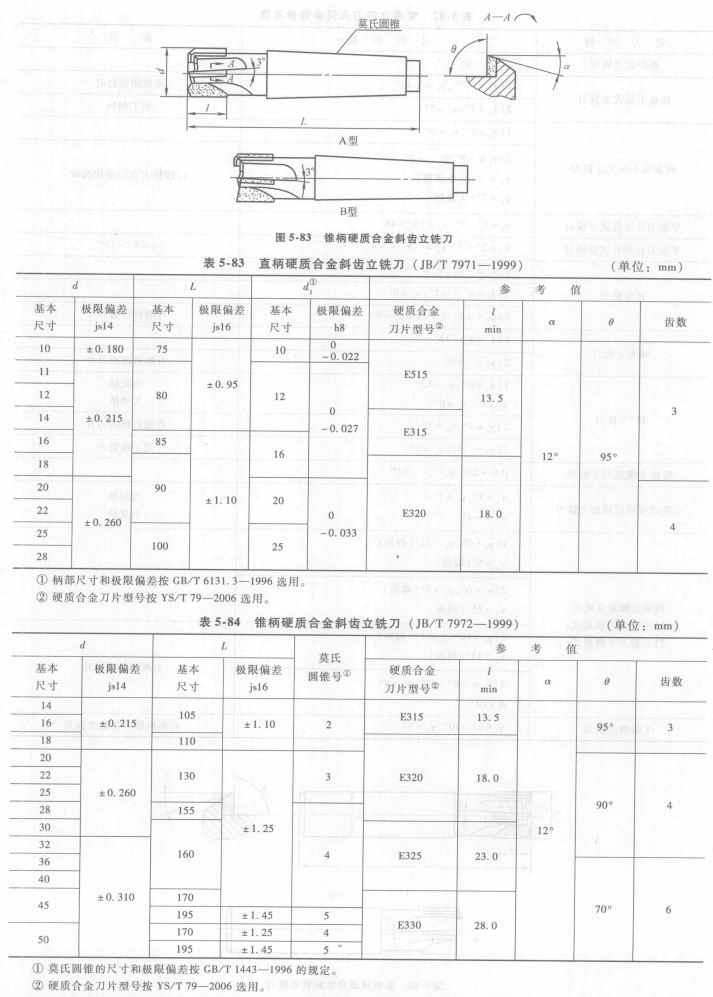
(1)直刃硬质合金立铣刀 根据直径大小,镶焊式直刃硬质合金立铣刀有直柄和锥柄两种结构。JB/T 7971-1999、JB/T 7972-1999分别规定了这两种结构形式和尺寸,如图5-82、图5-83及表5-83、表5-84所示。
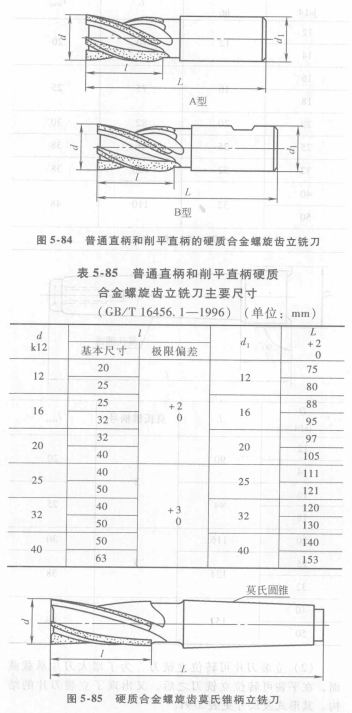
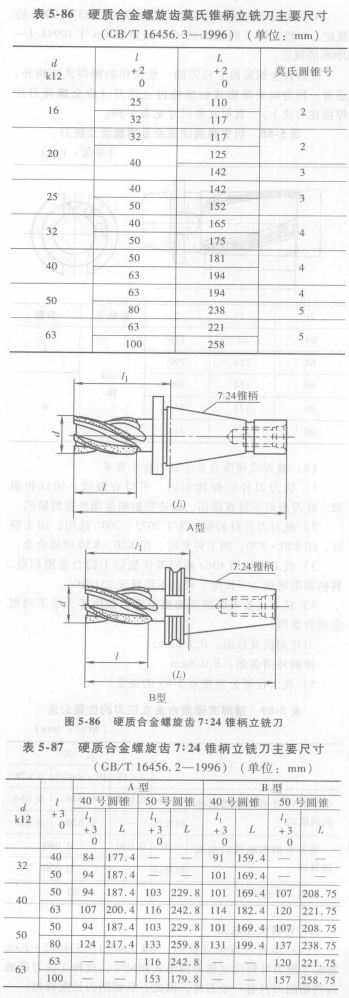
(2)硬质合金螺旋齿立铣刀 使用硬质合金螺旋齿立铣刀可以提高工件表面质量。这种刀具分焊接式和机夹式两种。机夹式硬质合金螺旋齿立铣刀的刀片是将螺旋型刀片镶焊在加工出齿纹的刀条上制成机夹式刀片。机夹式硬质合金螺旋刃立铣刀采用齿纹定位,特殊形螺钉楔块上压夹紧。刀具达到磨钝标准而需要重磨时,可将刀片卸下,然后按槽上的标号,依次跳槽安装(末号槽上的刀片装入1号槽时,要升高一个齿纹),这样,所有刀片具有相等的重磨余量,重磨后便可获得原来的工作直径。一般刀片可重磨10~15次。这两种铣刀可以加工表面硬度为35~40HRC的零件。精铣时可达到Ra1.6~3.2阻m。其结构形式和尺寸见图5-84~图5-86及表5-85一表5-87。柄部尺寸和偏差分别按GB/T 6131.1-2006和GB/T6131.2-2006的规定。
 (3)镶焊式硬质合金立铣刀技术要求
(3)镶焊式硬质合金立铣刀技术要求
1)铣刀刀片应焊接牢固,不得有裂纹、钝口和崩刃。铣刀表面不得有磕伤、锈迹等影响使用性能的缺陷。
2)铣刀刀片材料按GBIT 2075--2007选用,加工钢时,用P20一P30;加工铸铁时,用K20~K30硬质合金。
3)铣刀刀体用40Cr或同等性能以上的合金刚制造,其柄部距尾端2/3长度上硬度不得低于25HRC。
4)铣刀主要表面的表面粗糙度参数值不大于下列规定的参数值:
刀片前面及后面:Rx3.2μm;
锥柄外圆表面:Ra0.8μm。
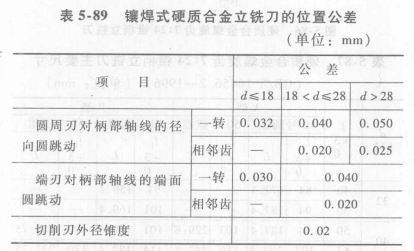
5)铣刀位置公差按表5-89的规定。
(1)直刃硬质合金立铣刀 根据直径大小,镶焊式直刃硬质合金立铣刀有直柄和锥柄两种结构。JB/T 7971-1999、JB/T 7972-1999分别规定了这两种结构形式和尺寸,如图5-82、图5-83及表5-83、表5-84所示。
(2)硬质合金螺旋齿立铣刀 使用硬质合金螺旋齿立铣刀可以提高工件表面质量。这种刀具分焊接式和机夹式两种。机夹式硬质合金螺旋齿立铣刀的刀片是将螺旋型刀片镶焊在加工出齿纹的刀条上制成机夹式刀片。机夹式硬质合金螺旋刃立铣刀采用齿纹定位,特殊形螺钉楔块上压夹紧。刀具达到磨钝标准而需要重磨时,可将刀片卸下,然后按槽上的标号,依次跳槽安装(末号槽上的刀片装入1号槽时,要升高一个齿纹),这样,所有刀片具有相等的重磨余量,重磨后便可获得原来的工作直径。一般刀片可重磨10~15次。这两种铣刀可以加工表面硬度为35~40HRC的零件。精铣时可达到Ra1.6~3.2阻m。其结构形式和尺寸见图5-84~图5-86及表5-85一表5-87。柄部尺寸和偏差分别按GB/T 6131.1-2006和GB/T6131.2-2006的规定。
(1)直刃硬质合金立铣刀 根据直径大小,镶焊式直刃硬质合金立铣刀有直柄和锥柄两种结构。JB/T 7971-1999、JB/T 7972-1999分别规定了这两种结构形式和尺寸,如图5-82、图5-83及表5-83、表5-84所示。
A型立铣刀的柄部尺寸和偏差按GB/T 3837-200l的规定,B型立铣刀的柄部尺寸和偏差按GB/T 10944.1-2006的规定。
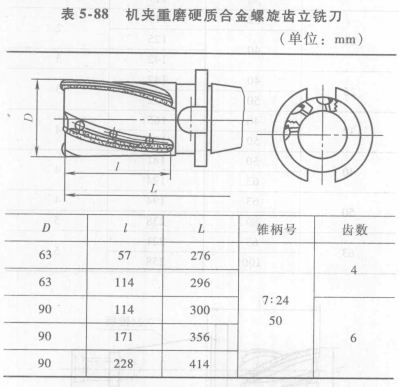
硬质合金螺旋齿立铣刀除一般常用的镶焊式结构外,还有一种为机夹重磨式的螺旋齿立铣刀(合金螺旋刀片焊接在刀块上),其形式和尺寸见表5-88。
1)铣刀刀片应焊接牢固,不得有裂纹、钝口和崩刃。铣刀表面不得有磕伤、锈迹等影响使用性能的缺陷。
2)铣刀刀片材料按GBIT 2075--2007选用,加工钢时,用P20一P30;加工铸铁时,用K20~K30硬质合金。
3)铣刀刀体用40Cr或同等性能以上的合金刚制造,其柄部距尾端2/3长度上硬度不得低于25HRC。
4)铣刀主要表面的表面粗糙度参数值不大于下列规定的参数值:
刀片前面及后面:Rx3.2μm;
锥柄外圆表面:Ra0.8μm。
5)铣刀位置公差按表5-89的规定。
- 上一篇:硬质合金锚杆钻头类型
- 下一篇:硬质合金立铣刀结构和几何参数选择

