
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

铸造碳化钨的应用
时间:2015-10-20 14:44:15来源:本站人气:3105
一、铸造碳化钨的应用范围
铸造碳化钨作为一种耐磨的堆焊材料应用范围很广。在精度要求不高,但要求耐磨的零件或制品的表面,均可采用铸造碳化钨进行堆焊。
1.矿业方面岩石破碎机齿板,截煤机切齿,电煤钻用的麻花钻头,刮土机刮板,钻孔器齿冠,鱼尾钻头的刮刀片,牙轮钻头齿,球齿牙轮钻头的爪背等的堆焊。
2.建筑工业方面铲斗的铲齿,推土机零件,刮板,挖掘机零件,拌上机零件,拖拉机履带面等的堆焊。
3.农业方面脱谷机柱齿,钻头刃口,犁刃,铲齿等的堆焊。
4.窑业方面水泥螺旋粉碎机,水泥装载机,制砖业的成形模子,螺旋铰刀叶片,切割刀,和土机零件,挖窑沟铲等的堆焊。
5.其他方面钢铁、机械、制糖、木材、造纸、发电厂等部门的耐磨而又无需机械加工的各种易损零件及部件,都可以用铸造碳化钨堆焊,以提高其使用寿命。
二、铸造碳化钨使用实例
1.堆焊牙轮钻头齿阿 果用铸造碳化钨堆焊钢牙轮钻头齿面,常用的粒庶为20~30目;30~40目和40~60目几种。其焊接方法有两种:
(1)胶焊法先用水玻璃把铸造碳化钨颗粒直接粘在齿面上,然后,蒋用氧一乙炔焰加热,使基体会属融化,铸造碳化钨颗粒即沉积于齿面上;
(2)堆焊法 为了提高堆焊时00金属流动性和表面光滑程度,防止气孔产生,堆焊前,每10公斤铸造碳化钨中,加糖浆两勺,锰粉和硅粉各20克,混合均匀。根据需要,装管或不装管,再行使用。经这样重新加工后的铸造碳化钨,能显著地改善堆焊性能,有效地消除了气孔,增强流动性,提高了堆焊喷茕、
另外一种方法是,将硼砂在600℃左右熔化、碾碎后,与铸造碳化钨掺合起来,再装入钢管中使用,每根管巾加硼砂量不多于0.5克。经过这样加工后,也能有效地消除气孔和防l上氧化。
2.堆焊挖掘机铲斗刃齿挖掘机铲斗刃齿,一般采用高锰钢制造。使用中刃齿磨损严雨,影响到刃齿的使用寿命,改用普通碳素钢刃齿上堆焊一层铸造碳化钨,刃齿寿命可提高七倍,成本仪为高锰钢的3/4。同时,还提高了挖掘机的生产效率。
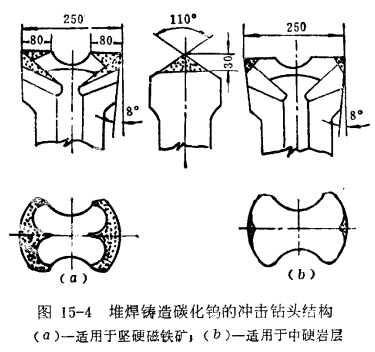
3.堆焊冲击凿岩钻头钻头结构如图15-4所示。根据矿山使用,钻头寿命较碳素钢钻头提高2~2.5倍,综合穿孔效率平均提高35%,其技术经济指标比较见表15-1。
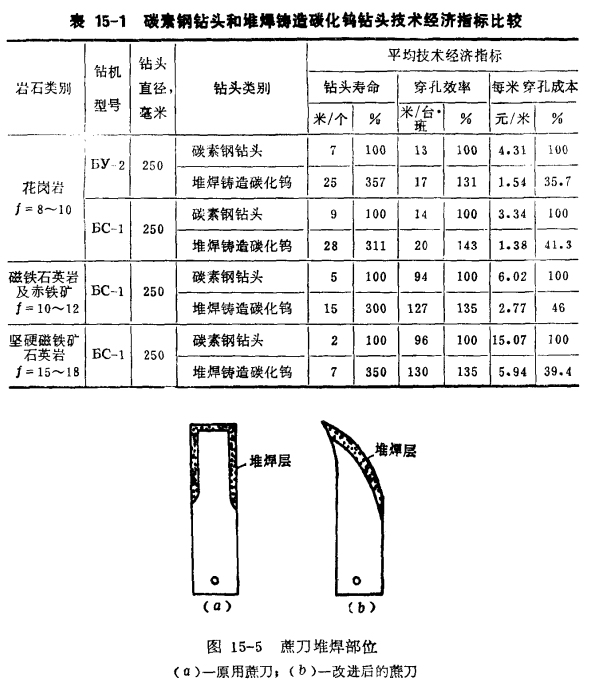
4.堆焊蔗刀 糖厂蔗刀一般都用碳素钢制造,磨损快,寿命低,钢材消耗大,制造和维修的工作量也大,且生产率低。在表面堆焊一层铸造碳化钨后,蔗刀的使用寿命大大提高,经过刀形的改进后, 把蔗刀可以使用一个榨季以上。堆焊铸造碳化钨的蔗刀如图由于蔗刀刃口保持锋利,甘蔗破碎度良好,糖分抽出率也有提高,动力负荷稳定,噪音减小,改善了劳动条件。铸造碳化钨堆焊,操作简单,容易掌握,便于推广。
试验证明,堆焊蔗刀的铸造碳化钨粒度,应为60~80目,堆焊层厚度,一般以不超过5毫米为宜。
5.收尘风机叶片堆焊 收尘风机是现代工业生产中使用较广的设备,其叶片是用3号钢制作的,厚度为6毫米,在使用中叶片磨损很快,采用铸造碳化钨堆焊后,叶片寿命可提高10倍以上。
6.堆焊大齿轮咬合面 大型轧机和压榨机的传动大齿轮,在工作过程中,齿的咬合面产生很大的挤压力和摩擦力,容易磨损,形成凹坑,齿厚减薄,因而报废。采用铸造碳化钨修补后,又可以使用,寿命延长数倍。铸造碳化钨堆焊后的使用效果,以细颗粒的为佳。
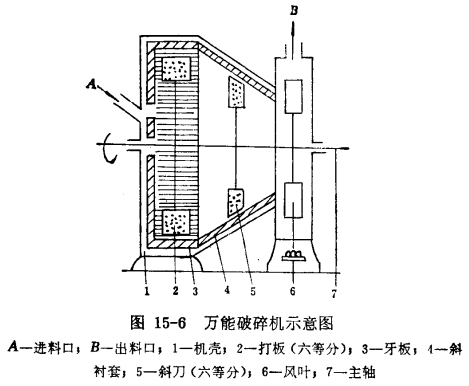
7.堆焊万能破碎机易磨损零件万能破碎机的牙二板、打板、斜刀和斜衬套极易磨损,需经常停机更换。
衬套和牙板改为普通钢堆焊一层铸造碳化钨后,使用寿命较原来提高15倍,不仅提高了产品员量,总成本也较原来降低7倍多。万能破碎机示意图如图15-6所示。
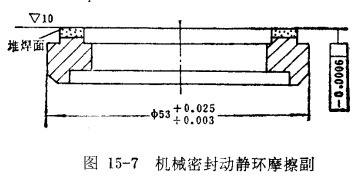
 8.堆焊机械密封动静环摩擦副在纺织工业中,高压釜循环泵的机械密封动静环摩擦副,如图15-7所示,不平度和光洁度都要求很高,用填料密封,每周要更换一次,改用铸造碳化钨堆焊后,用碳化硅砂轮修磨,再经研磨抛光,精度和光浩度都能达到要求,使用三个月,仍未出现异常现象,尚在继续使用。
8.堆焊机械密封动静环摩擦副在纺织工业中,高压釜循环泵的机械密封动静环摩擦副,如图15-7所示,不平度和光洁度都要求很高,用填料密封,每周要更换一次,改用铸造碳化钨堆焊后,用碳化硅砂轮修磨,再经研磨抛光,精度和光浩度都能达到要求,使用三个月,仍未出现异常现象,尚在继续使用。
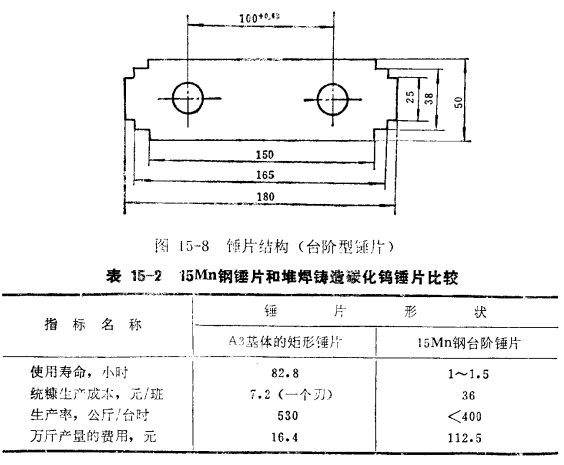
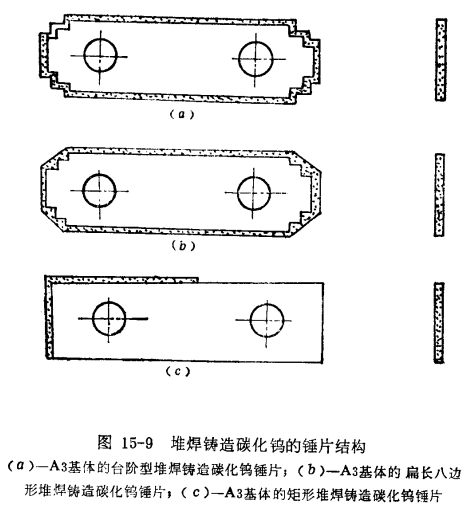
 9.堆焊饲料粉碎机锤片FSP56型动锤式饲料粉碎机锤片,原来是15Mn钢制作,使用过程中磨损很快,每个刃角的使用寿命仅为一小时,锤片结构如豳15-8所示。堆焊铸造碳化钨锤片,一个刃角可使用82小时50分。堆焊铸造碳他镌的锤片如图15-9所示。锤片形状改为矩形(如图15-9c所示)后。能简化堆焊工艺和刃磨工芭,操作简便,有利于提高锤片生产的效率和深证质量。矩形堆焊锤片的破碎效果极佳,耐磨损寿命明显提高,大大降低生产成本,见表15-2。
9.堆焊饲料粉碎机锤片FSP56型动锤式饲料粉碎机锤片,原来是15Mn钢制作,使用过程中磨损很快,每个刃角的使用寿命仅为一小时,锤片结构如豳15-8所示。堆焊铸造碳化钨锤片,一个刃角可使用82小时50分。堆焊铸造碳他镌的锤片如图15-9所示。锤片形状改为矩形(如图15-9c所示)后。能简化堆焊工艺和刃磨工芭,操作简便,有利于提高锤片生产的效率和深证质量。矩形堆焊锤片的破碎效果极佳,耐磨损寿命明显提高,大大降低生产成本,见表15-2。
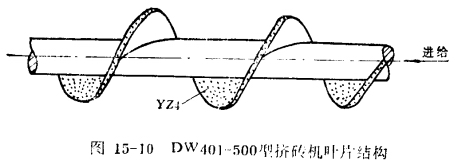
10.堆焊挤砖机的螺旋给料机叶片 叶片结构如图15-10所示。铸造碳化钨在制砖行业中使用,已获得明显的效果见表15-3。
铸造碳化钨作为一种耐磨的堆焊材料应用范围很广。在精度要求不高,但要求耐磨的零件或制品的表面,均可采用铸造碳化钨进行堆焊。
1.矿业方面岩石破碎机齿板,截煤机切齿,电煤钻用的麻花钻头,刮土机刮板,钻孔器齿冠,鱼尾钻头的刮刀片,牙轮钻头齿,球齿牙轮钻头的爪背等的堆焊。
2.建筑工业方面铲斗的铲齿,推土机零件,刮板,挖掘机零件,拌上机零件,拖拉机履带面等的堆焊。
3.农业方面脱谷机柱齿,钻头刃口,犁刃,铲齿等的堆焊。
4.窑业方面水泥螺旋粉碎机,水泥装载机,制砖业的成形模子,螺旋铰刀叶片,切割刀,和土机零件,挖窑沟铲等的堆焊。
5.其他方面钢铁、机械、制糖、木材、造纸、发电厂等部门的耐磨而又无需机械加工的各种易损零件及部件,都可以用铸造碳化钨堆焊,以提高其使用寿命。
二、铸造碳化钨使用实例
1.堆焊牙轮钻头齿阿 果用铸造碳化钨堆焊钢牙轮钻头齿面,常用的粒庶为20~30目;30~40目和40~60目几种。其焊接方法有两种:
(1)胶焊法先用水玻璃把铸造碳化钨颗粒直接粘在齿面上,然后,蒋用氧一乙炔焰加热,使基体会属融化,铸造碳化钨颗粒即沉积于齿面上;
(2)堆焊法 为了提高堆焊时00金属流动性和表面光滑程度,防止气孔产生,堆焊前,每10公斤铸造碳化钨中,加糖浆两勺,锰粉和硅粉各20克,混合均匀。根据需要,装管或不装管,再行使用。经这样重新加工后的铸造碳化钨,能显著地改善堆焊性能,有效地消除了气孔,增强流动性,提高了堆焊喷茕、
另外一种方法是,将硼砂在600℃左右熔化、碾碎后,与铸造碳化钨掺合起来,再装入钢管中使用,每根管巾加硼砂量不多于0.5克。经过这样加工后,也能有效地消除气孔和防l上氧化。
2.堆焊挖掘机铲斗刃齿挖掘机铲斗刃齿,一般采用高锰钢制造。使用中刃齿磨损严雨,影响到刃齿的使用寿命,改用普通碳素钢刃齿上堆焊一层铸造碳化钨,刃齿寿命可提高七倍,成本仪为高锰钢的3/4。同时,还提高了挖掘机的生产效率。
3.堆焊冲击凿岩钻头钻头结构如图15-4所示。根据矿山使用,钻头寿命较碳素钢钻头提高2~2.5倍,综合穿孔效率平均提高35%,其技术经济指标比较见表15-1。
试验证明,堆焊蔗刀的铸造碳化钨粒度,应为60~80目,堆焊层厚度,一般以不超过5毫米为宜。
5.收尘风机叶片堆焊 收尘风机是现代工业生产中使用较广的设备,其叶片是用3号钢制作的,厚度为6毫米,在使用中叶片磨损很快,采用铸造碳化钨堆焊后,叶片寿命可提高10倍以上。
6.堆焊大齿轮咬合面 大型轧机和压榨机的传动大齿轮,在工作过程中,齿的咬合面产生很大的挤压力和摩擦力,容易磨损,形成凹坑,齿厚减薄,因而报废。采用铸造碳化钨修补后,又可以使用,寿命延长数倍。铸造碳化钨堆焊后的使用效果,以细颗粒的为佳。
7.堆焊万能破碎机易磨损零件万能破碎机的牙二板、打板、斜刀和斜衬套极易磨损,需经常停机更换。
衬套和牙板改为普通钢堆焊一层铸造碳化钨后,使用寿命较原来提高15倍,不仅提高了产品员量,总成本也较原来降低7倍多。万能破碎机示意图如图15-6所示。
- 上一篇:碳化钨粉末的生产
- 下一篇:碳化钨增强的复合材料的制备技术

