
 手机版
手机版
技术支持







地 址:湖南省安化县高明乡工业园
手 机:137-8611-1081
电 话:0737-7411519
传 真:0737-7411519
联系人:薛经理
Q Q:28288453

液动冲击回转钻进中常用的硬质合金钻头
时间:2015-07-25 12:59:06来源:本站人气:2823
根据钻孔要求冲击回转钻进所用的钻头可分为:取芯式和不取芯式两种:
(一)取芯式硬质合金钻头
液动冲击回转钻用硬质合金钻头主要特点是:为了安装岩芯卡簧的需要,钻头体一般较长;同时由于冲击器要求的冲洗液量大,钻头具有较大的液流通道;硬质合金的镶焊的牢固性(硬质合金块不脱落和早期损坏)要比纯回转钻用的钻头为高。
我国常用的取芯式硬质合金钻头有:
HCT硬质合金钻头:系由吉林省地矿局勘探技术研究所研制。该型钻头的主要参数见表1.6-8所列,结构见图1.6-24。
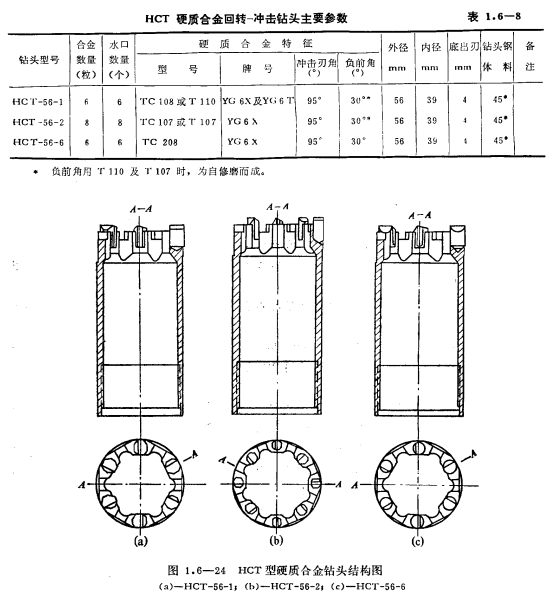 HCT型三种钻头的共同特点是:硬质合金均为柱状,牌号为YG6X或YG6T,垂直镶焊于钻头体上,不对称双面刃,刃角a为95℃,负前角γ为30℃。液路通道断面较大,有利于钻头冷却和减少背压。该型钻头用于高频低冲击功的液动冲击器,可钻进在可钻性为Ⅴ~Ⅶ的岩石中。
HCT型三种钻头的共同特点是:硬质合金均为柱状,牌号为YG6X或YG6T,垂直镶焊于钻头体上,不对称双面刃,刃角a为95℃,负前角γ为30℃。液路通道断面较大,有利于钻头冷却和减少背压。该型钻头用于高频低冲击功的液动冲击器,可钻进在可钻性为Ⅴ~Ⅶ的岩石中。
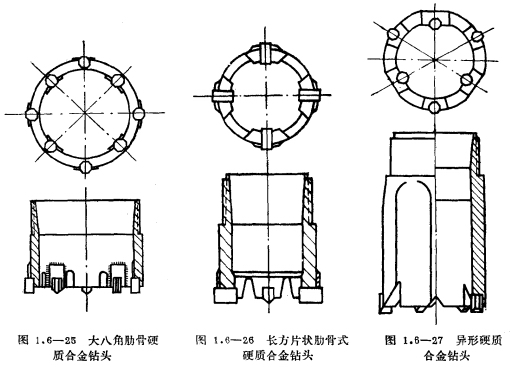
大八角肋骨钻头:如图1.6-25所示。其特点是钻头体上焊有肋骨片,目的在于加大液流通道和增强硬质合金固定的条件。当钻头外径为110mm时,镶焊8粒T107或T110型硬质合金,对称双面刃,刃角为90~100℃。底出刃为5mm,内外出刃分别为2及3mm,肋骨厚3mm。
长方片状肋骨钻头:如图1.6-26所示。这种肋骨式钻头内肋骨与钻头体连成一体,是车削而成,当直径为φ91mm时,外肋骨片厚度为4mm,外出刃1.5 mm,内出刃1mm,底出刃5mm,硬质合金为Ts型,牌号为YG11C,对称双面刃,冲击刃角110℃。其特点是液路通道大,适宜于采用大冲击功低频率液动冲击器钻进在中硬岩层中。
异形硬质合金钻头:如图1.6-27所示。为了增大液流通道断面,减少流阻背压和岩芯堵塞,将钻头钢体用模具冲压成三角状或四角状,对于直径75mm钻头,镶焊6粒K210或K212硬质合金,牌号为YG11C,内外出刃各1mm,底出刃为2.5~3 mm,适宜于钻进在V~Ⅶ级中硬岩层中使用。该型钻头使用的工作量业已达5~6×104m。
 在苏联,液动冲击回转钻用取芯式硬质合金钻头可分为两类:即高频小冲击功冲击器使用的钻头及低频大冲击功冲击器使用的钻头。前者主要有:CA2、CA1、CA3、CA5四种。这些都采用自磨式单楔面刃硬质合金。钻头结构形式与普通回转钻进用的钻头类似。
在苏联,液动冲击回转钻用取芯式硬质合金钻头可分为两类:即高频小冲击功冲击器使用的钻头及低频大冲击功冲击器使用的钻头。前者主要有:CA2、CA1、CA3、CA5四种。这些都采用自磨式单楔面刃硬质合金。钻头结构形式与普通回转钻进用的钻头类似。
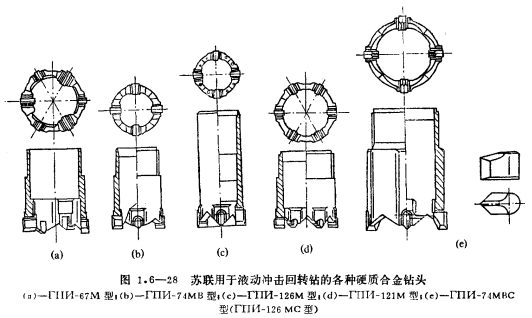
低频大冲击功液动冲击器使用的硬质合金钻头,其品种如表1.6-9所列。相应的外形图见图1.6-28所示。
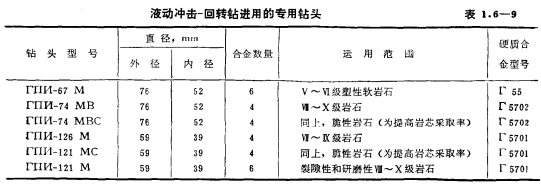
这些钻头的主要特点是:为了加大液流通道和提高硬质合金的固定条件,钻头体均经过专门的加工,形成内外“肋骨”的形状。所有这些钻头其硬质合金牌号都是BK15。采用的硬质合金型号尺寸都属标准化的。
(二)不取芯全面钻进硬质合金钻头
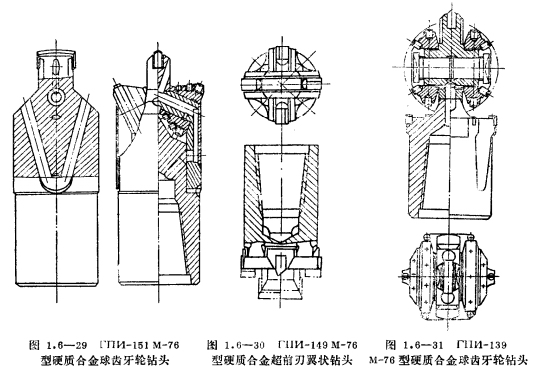
为了和低频大冲击功液动冲击器配套使用,苏联研制成的不取芯全面钻进用的硬质合金钻头有:硬质合金牙轮钻头和具有超前刃的十字形钻头。其使用范围见表1.6-10所列’其结构分别见图1.6—29至图1.6-31所示。
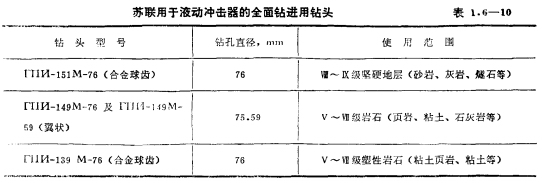 ΓΠИ-151M-76型钻头外径为76mm,超前刃部直径为30mm,超前高度16mm,牙轮数为2个,硬质合金刃角110°,钻头长度200mm。
ΓΠИ-151M-76型钻头外径为76mm,超前刃部直径为30mm,超前高度16mm,牙轮数为2个,硬质合金刃角110°,钻头长度200mm。
ΓΠИ-149 M-76和Γ-59型钻头外径为76mm及59mm,超前刃部直径为40mm,高25mm,钻头长度145mm。
ΓΠИ-139M-76型钻头外径为76mm,超前刃部直径为28mm,高16mm,牙轮数为2个,硬质合金刃角75~110°,需视岩石物理力学性质而定,钻头长度160mm。
 (三)硬质合金钻头材质和镶焊工艺
(三)硬质合金钻头材质和镶焊工艺
冲击回转钻进时,钻头承受有冲击载荷、轴压载荷和回转扭矩,因而处于很复杂的应力状态。故此,对钻头的材质和加工工艺的要求较高。
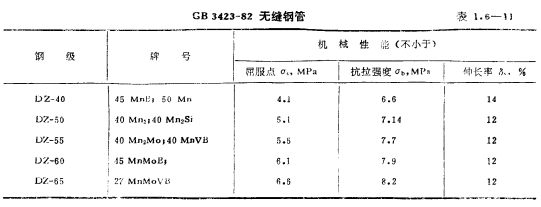
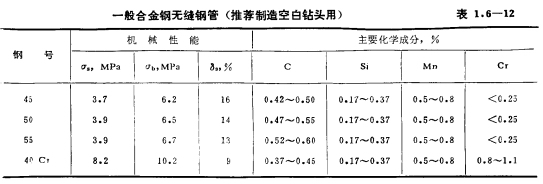
钻头钢体冲击回转钻进用钻头的钢体,最好选用合金钢材。制造钻头体的材料应符合我国国家标准GB3423--82的规定。根据使用条件和镶焊技术,可选用DZ-40~DZ-65钢级的无缝钢管(见表1.6-11)及一般合金钢无缝钢管(见表1.6-12所列)。
 硬质合金 在可钻性为Ⅳ~Ⅷ级的岩石中采用低频率大冲击功液动冲击器时,多使用硬质合金钻头。冲击回转钻头用的硬质合金,除了要求较高的硬度和抗弯强度外,还要求有较高的冲击韧性。目前,国内外采用的硬质合金多为钨-钴类,它是以碳化钨粉末为骨架金属(或硬质相),钴粉末为粘结相,用粉末冶金技术以不同的形状和尺寸的模具,压制、烧结而成。
硬质合金 在可钻性为Ⅳ~Ⅷ级的岩石中采用低频率大冲击功液动冲击器时,多使用硬质合金钻头。冲击回转钻头用的硬质合金,除了要求较高的硬度和抗弯强度外,还要求有较高的冲击韧性。目前,国内外采用的硬质合金多为钨-钴类,它是以碳化钨粉末为骨架金属(或硬质相),钴粉末为粘结相,用粉末冶金技术以不同的形状和尺寸的模具,压制、烧结而成。
 钨-钴类硬质合金的代号为YG,主要化学成分为WC-CO。根据WC晶粒的粗细又可分为粗品(>2μm)及细晶(1.0μm),其代号分别为C及X。钨一钴类硬质合金的硬度随含钴量的减少和碳化钨晶粒的减小而增加。其抗弯强度(冲击韧性)随含钴量的增加和碳化钨晶粒的增大而提高。实践表明,其抗弯强度还与其表面状况有关:因磨削而产生网状裂纹者,抗弯强度可降低50%;表面经金刚砂研磨者,则可提高2.5%。钨-钻硬质合金的性能见表1.6-13)。
钨-钴类硬质合金的代号为YG,主要化学成分为WC-CO。根据WC晶粒的粗细又可分为粗品(>2μm)及细晶(1.0μm),其代号分别为C及X。钨一钴类硬质合金的硬度随含钴量的减少和碳化钨晶粒的减小而增加。其抗弯强度(冲击韧性)随含钴量的增加和碳化钨晶粒的增大而提高。实践表明,其抗弯强度还与其表面状况有关:因磨削而产生网状裂纹者,抗弯强度可降低50%;表面经金刚砂研磨者,则可提高2.5%。钨-钻硬质合金的性能见表1.6-13)。
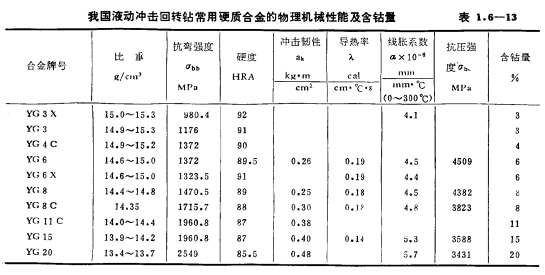 这些物理机械性质和特点是合理选择硬合金和制造钻头的依据。硬质合金牌号一般是根据岩石特性、钻头结构和冲击器单次冲击功的大小来选择的。岩石强度低、冲击器单次冲击功小,可选用YG4C、YG6X、YG8等;而当钻进的岩石强度较高、冲击器单次冲击功大时,则可选用YG11C或YG15C等牌号。
这些物理机械性质和特点是合理选择硬合金和制造钻头的依据。硬质合金牌号一般是根据岩石特性、钻头结构和冲击器单次冲击功的大小来选择的。岩石强度低、冲击器单次冲击功小,可选用YG4C、YG6X、YG8等;而当钻进的岩石强度较高、冲击器单次冲击功大时,则可选用YG11C或YG15C等牌号。
目前,我国可供选择作为液动冲击钻头的硬质合金品种如下:
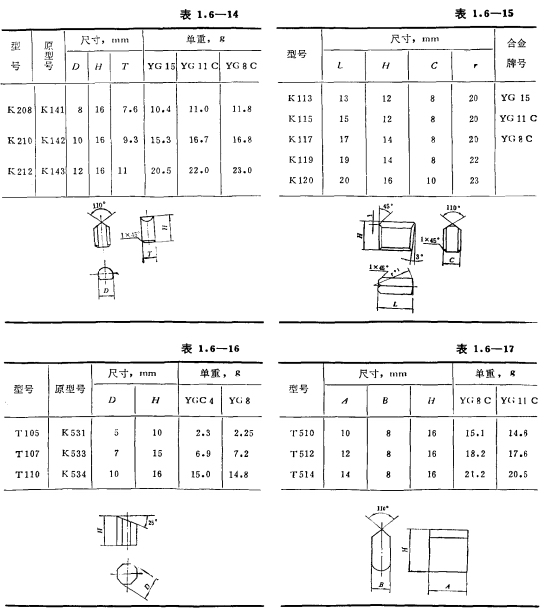
1.K 2型(无锡钻探工具厂,株洲硬质合金厂)——见表1.6—14。
2.K 1型(无锡钻探工具厂)—见表1.6—15。
3.T 1型(无锡钻探工具厂)—见表1.6—16。
4.T 5型(无锡钻探工具厂)—见表1.6—17。
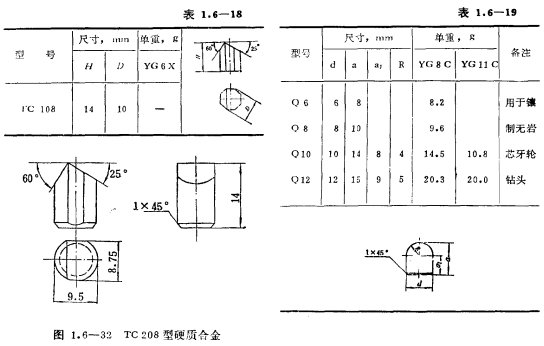
5.TC 108型(无锡钻探工具厂)—见表1.6—18。
6.TC 208型(无锡钻探工具厂)—见图1.6—32
7.Q型(无锡钻探工具厂、株洲硬质合金厂)—见表1.6—19。
硬质合金钻头的镶焊在冲击回转钻头的制造中,镶焊硬质合金是一个非常重要的工序。为了适应硬质合金繁重的工作载荷,焊缝必须有足够的强度。改善和提高钻头的焊接质量,无疑对提高钻头质量具有重要意义。
 为保证焊接质量,焊料对被焊物的润湿性是个重要问题。它取决于焊料的化学成分、被焊物的材质及表面状况,两者间间隙大小等因素。如能使焊料液体在被焊物的界面产生扩散作用或互溶互渗,则可提高焊接强度。
为保证焊接质量,焊料对被焊物的润湿性是个重要问题。它取决于焊料的化学成分、被焊物的材质及表面状况,两者间间隙大小等因素。如能使焊料液体在被焊物的界面产生扩散作用或互溶互渗,则可提高焊接强度。
影响焊接质量的另一个重要因素是硬质合金片和钻头钢体两者间的热膨胀系数相差是否很大而致使焊缝产生较大的内应力。如YG11C硬质合金的线胀系数为6.8×10-6,而40 Cr钢的线膨胀系数为13.4×10-6,两者相差1倍,因而经高温焊接后冷却时,则会产生较大的内应力。其次,在焊料收缩中,也会产生内应力。
消除或降低焊缝内应力的办法较多,当前采用的有:采用低熔点焊料;在黄铜焊料中加入少量(1%)的Ag,(4~6%)Ni,(2~4%)Mn,(0.5~1.0)Si以增加焊料的塑性和强度;适当增加焊缝宽度并加补偿垫片;焊完后即进行回火处理,(回火温度一般为200°~250℃)并保温6~8h。这些办法都可达到降低内应力和提高强度的目的。
焊接钻头的方法 目前主要是采用氧一乙炔焰加热。操作时,要尽量使合金块受热均匀,不得过烧,焊好的钻头要保温,使其缓慢冷却。除了氧一乙炔焰加热焊接外,亦可甩浸铜焊、盐浴炉及高频感应加热以及真空焊接等焊接方法。这些方法的生产率高,操作方便,温度容易控制,工作条件亦较好,能保证焊接质量,故适宜于大批量生产作业。但使用这些方法都需要专用设备。
(一)取芯式硬质合金钻头
液动冲击回转钻用硬质合金钻头主要特点是:为了安装岩芯卡簧的需要,钻头体一般较长;同时由于冲击器要求的冲洗液量大,钻头具有较大的液流通道;硬质合金的镶焊的牢固性(硬质合金块不脱落和早期损坏)要比纯回转钻用的钻头为高。
我国常用的取芯式硬质合金钻头有:
HCT硬质合金钻头:系由吉林省地矿局勘探技术研究所研制。该型钻头的主要参数见表1.6-8所列,结构见图1.6-24。
大八角肋骨钻头:如图1.6-25所示。其特点是钻头体上焊有肋骨片,目的在于加大液流通道和增强硬质合金固定的条件。当钻头外径为110mm时,镶焊8粒T107或T110型硬质合金,对称双面刃,刃角为90~100℃。底出刃为5mm,内外出刃分别为2及3mm,肋骨厚3mm。
长方片状肋骨钻头:如图1.6-26所示。这种肋骨式钻头内肋骨与钻头体连成一体,是车削而成,当直径为φ91mm时,外肋骨片厚度为4mm,外出刃1.5 mm,内出刃1mm,底出刃5mm,硬质合金为Ts型,牌号为YG11C,对称双面刃,冲击刃角110℃。其特点是液路通道大,适宜于采用大冲击功低频率液动冲击器钻进在中硬岩层中。
异形硬质合金钻头:如图1.6-27所示。为了增大液流通道断面,减少流阻背压和岩芯堵塞,将钻头钢体用模具冲压成三角状或四角状,对于直径75mm钻头,镶焊6粒K210或K212硬质合金,牌号为YG11C,内外出刃各1mm,底出刃为2.5~3 mm,适宜于钻进在V~Ⅶ级中硬岩层中使用。该型钻头使用的工作量业已达5~6×104m。
低频大冲击功液动冲击器使用的硬质合金钻头,其品种如表1.6-9所列。相应的外形图见图1.6-28所示。
(二)不取芯全面钻进硬质合金钻头
为了和低频大冲击功液动冲击器配套使用,苏联研制成的不取芯全面钻进用的硬质合金钻头有:硬质合金牙轮钻头和具有超前刃的十字形钻头。其使用范围见表1.6-10所列’其结构分别见图1.6—29至图1.6-31所示。
ΓΠИ-149 M-76和Γ-59型钻头外径为76mm及59mm,超前刃部直径为40mm,高25mm,钻头长度145mm。
ΓΠИ-139M-76型钻头外径为76mm,超前刃部直径为28mm,高16mm,牙轮数为2个,硬质合金刃角75~110°,需视岩石物理力学性质而定,钻头长度160mm。
冲击回转钻进时,钻头承受有冲击载荷、轴压载荷和回转扭矩,因而处于很复杂的应力状态。故此,对钻头的材质和加工工艺的要求较高。
钻头钢体冲击回转钻进用钻头的钢体,最好选用合金钢材。制造钻头体的材料应符合我国国家标准GB3423--82的规定。根据使用条件和镶焊技术,可选用DZ-40~DZ-65钢级的无缝钢管(见表1.6-11)及一般合金钢无缝钢管(见表1.6-12所列)。
目前,我国可供选择作为液动冲击钻头的硬质合金品种如下:
1.K 2型(无锡钻探工具厂,株洲硬质合金厂)——见表1.6—14。
2.K 1型(无锡钻探工具厂)—见表1.6—15。
3.T 1型(无锡钻探工具厂)—见表1.6—16。
4.T 5型(无锡钻探工具厂)—见表1.6—17。
5.TC 108型(无锡钻探工具厂)—见表1.6—18。
6.TC 208型(无锡钻探工具厂)—见图1.6—32
7.Q型(无锡钻探工具厂、株洲硬质合金厂)—见表1.6—19。
硬质合金钻头的镶焊在冲击回转钻头的制造中,镶焊硬质合金是一个非常重要的工序。为了适应硬质合金繁重的工作载荷,焊缝必须有足够的强度。改善和提高钻头的焊接质量,无疑对提高钻头质量具有重要意义。
影响焊接质量的另一个重要因素是硬质合金片和钻头钢体两者间的热膨胀系数相差是否很大而致使焊缝产生较大的内应力。如YG11C硬质合金的线胀系数为6.8×10-6,而40 Cr钢的线膨胀系数为13.4×10-6,两者相差1倍,因而经高温焊接后冷却时,则会产生较大的内应力。其次,在焊料收缩中,也会产生内应力。
消除或降低焊缝内应力的办法较多,当前采用的有:采用低熔点焊料;在黄铜焊料中加入少量(1%)的Ag,(4~6%)Ni,(2~4%)Mn,(0.5~1.0)Si以增加焊料的塑性和强度;适当增加焊缝宽度并加补偿垫片;焊完后即进行回火处理,(回火温度一般为200°~250℃)并保温6~8h。这些办法都可达到降低内应力和提高强度的目的。
焊接钻头的方法 目前主要是采用氧一乙炔焰加热。操作时,要尽量使合金块受热均匀,不得过烧,焊好的钻头要保温,使其缓慢冷却。除了氧一乙炔焰加热焊接外,亦可甩浸铜焊、盐浴炉及高频感应加热以及真空焊接等焊接方法。这些方法的生产率高,操作方便,温度容易控制,工作条件亦较好,能保证焊接质量,故适宜于大批量生产作业。但使用这些方法都需要专用设备。
- 上一篇:硬质合金钻头制作镶焊工艺
- 下一篇:使用硬质合金钻头钻孔时怎样避免钻头崩刃?

